アルミニウム鋳造グレードの説明:どの合金が鋳造に適しているか?
アルミニウム鋳造用材種は、金型充填、収縮抑制、凝固挙動のために設計された特殊合金であり、...
当社は、工業用および商業用プロジェクトにカスタムアルミニウム鋳造サービスを提供し、砂型鋳造、重力鋳造、およびその後の機械加工と表面仕上げの要件をサポートしています。
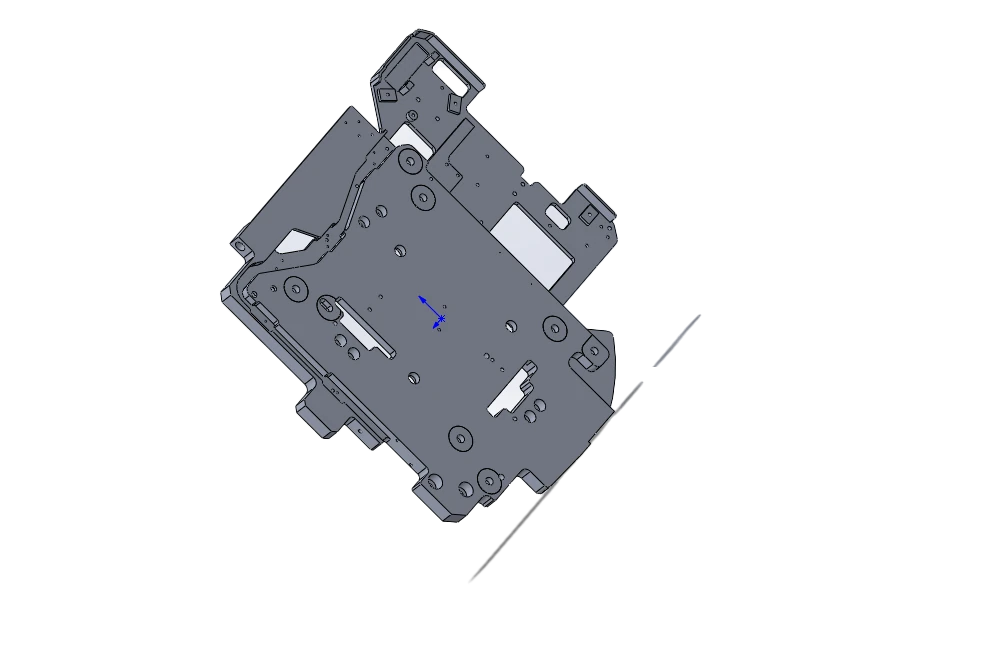
- 最大部品サイズ:1000mm×1000mmまで
- 部品重量範囲0.2 kg~50 kg
- 二次加工:穴、ねじ、重要な表面のCNC加工
- 表面仕上げ:研磨、コーティング、陽極酸化処理、サンドブラスト
- 公差:図面およびアプリケーション要件による
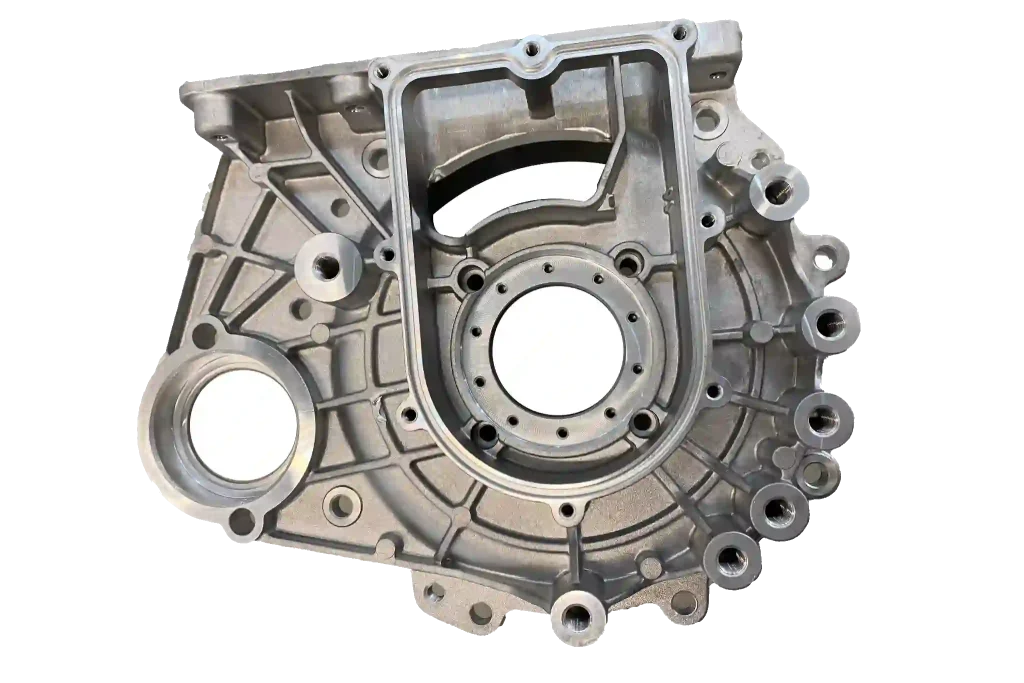
(株)珉和は、アルミ鋳造プロジェクトを初期の図面検討から最終製品の納入までサポートします。ISO9001品質管理システムにより、工程調整、鋳造生産、二次機械加工、表面仕上げに至るまで、安定した実行を重視しています。ハウジング、カバー、ブラケットなど、一般的に使用されるアルミ鋳造部品については、さまざまな構造要件や用途要件を満たすために、寸法の一貫性、表面品質、バッチ生産の安定性に細心の注意を払っています。
| 合金グレード | 主要物件 | 代表的なアプリケーション | 部品例 |
|---|---|---|---|
| A380 (JA AC-46000) | 最も広く使用されているダイカスト用アルミニウム合金で、鋳造性、機械的強度、耐圧性のバランスが非常に優れている。 鋳造性、機械的強度、気密性のバランスが非常に良い。 薄肉で複雑なハウジングの流動性と寸法安定性が良い。 | 自動車、産業機器、家電、電動工具のダイキャスト製ハウジングとカバーの量産。 自動車、産業機器、家電製品、電動工具 | トランスミッションハウジング、モーターハウジング、ギアボックスカバー、ツールボディ |
| A360(EN AC-43400) | 高強度ダイカスト合金。 A380よりも耐食性、延性に優れ、複雑な形状でも流動性に優れる。 より厳しい環境にさらされる部品に適している。 | 自動車や機械の精密ハウジング、エンクロージャー、ブラケット。 ブラケットなど。 | ポンプハウジング、ギアボックスケース、油圧マニホールド、センサーハウジング |
| A413.0(EN AC-44200) | 高シリコンダイカスト合金。 圧力気密性に優れています。薄肉でリーククリティカルな鋳物に適している。 鋳造後の機械加工性が良い。 | オイルや流体を扱う部品、複雑な薄肉ハウジング、高圧ポンプやコンプレッサーの部品。 高圧ポンプやコンプレッサー部品。 | オイルポンプボディ、コンプレッサハウジング、薄肉カバー |
| 383 (en ac-46100) | A380合金を改良し、流動性と耐熱裂傷性を向上。 強度と気密性に優れ、複雑な多数個取り鋳造に最適。 ダイカスト製造に最適。 | 薄肉充填が重要な小型自動車および電子機器用ハウジング、コネクター、ブラケット。 薄肉充填が重要なブラケット。 | ECUハウジング、コネクタボディ、スモールギアボックス、ブラケット |
| 390(高シリコン合金) | シリコン含有量が非常に高く、優れた耐摩耗性、硬度 高温での寸法安定性に優れています。低い伸び が、摺動面や荷重のかかる接触面では卓越した性能を発揮します。 | 自動車用ピストン、コンプレッサー、ポンプ部品、高負荷がかかる摺動部品、回転部品など 高負荷がかかる摺動部品や回転部品。 | ピストン、スクロールコンプレッサプレート、摩耗リング、ポンプロータ |
| A356-T6(EN AC-42100) | 高強度、良好な靭性、非常に優れた耐食性を兼ね備えた熱処理可能な鋳造合金。 耐食性に優れている。適合 重力鋳造および T6 熱処理を用いる永久鋳型。 | 自動車、航空宇宙、産業システムのセーフティクリティカルな構造部品。 産業システムで使用され、軽量で高い信頼性が要求されます。 | サスペンションコントロールアーム、ホイールハブ、バルブボディ、ポンプハウジング |
| A356(アズキャスト) | 鋳造可能なAl-Si-Mg系合金で、良好な流動性と適度な強度を有する。 鋳造状態で良好な溶接性と耐食性を有する。 熱処理前の耐食性に優れている。 | 中型構造鋳物、流体処理部品、汎用重力鋳造部品 汎用重力鋳造部品 | マニホールドボディ、マシンベース、ポンプケーシング、構造ブラケット |
| G-AlSi7Mg (EN AC-42100) | A356と同等の欧州重力鋳造合金。 耐食性に優れ、T6熱処理後の機械的性質も安定している。 T6熱処理後の機械的性質が安定している。 | 輸送における重力または低圧鋳造部品、 EUプロジェクト用の油圧および一般機械。 | 油圧ハウジング、ポンプボディ、構造フレーム、ギアキャリア |
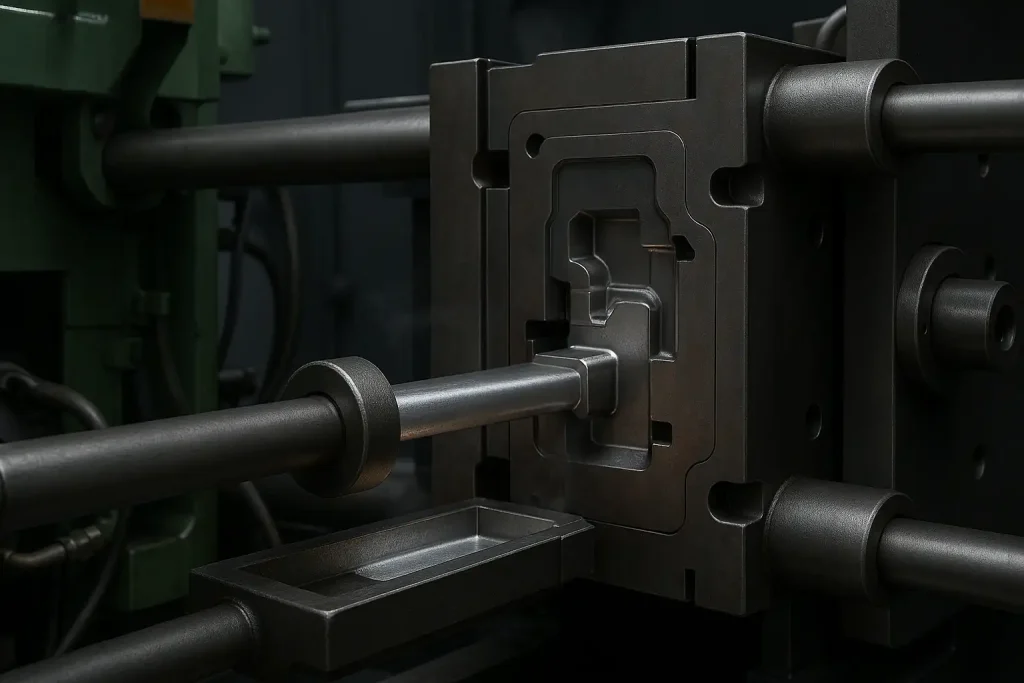
再現可能な形状、優れた寸法安定性、比較的滑らかな表面仕上げを持つアルミニウム部品の大量生産に適しています。ハウジング、カバー、ブラケットなど、効率的な生産が可能な軽量部品によく使用されます。

砂型鋳造よりも優れた機械的特性、安定した肉厚、きれいな構造を必要とするアルミニウム部品に適している。バルブボディ、ポンプハウジング、自動車部品、より高い強度と表面が要求される中量部品によく使用される。

大型のアルミニウム鋳物、少量生産、表面仕上げの要求がそれほど厳しくない部品に適しています。金型の柔軟性、部品サイズ、プロジェクト費用がより重要な要素である場合によく使用されます。

アルミニウム鋳物は、軽量、寸法の一貫性、優れた切削性が重要な自動車用途で広く使用されています。一般的な用途としては、ハウジング、カバー、ブラケット、エンジン、トランスミッションシステム、その他の車両アセンブリに使用される構造部品などがあります。
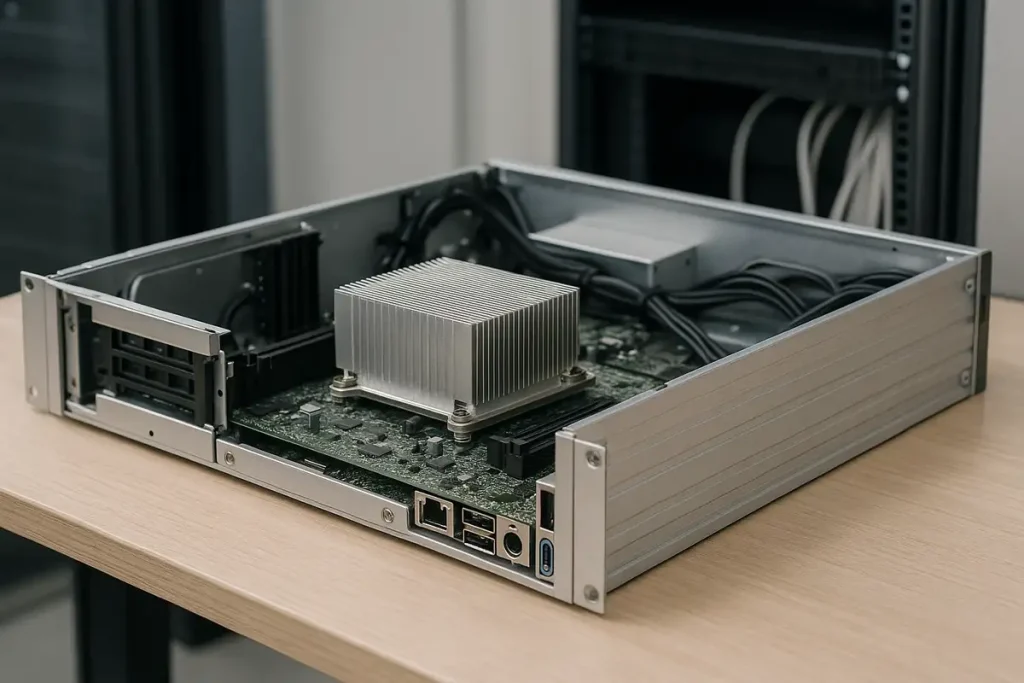
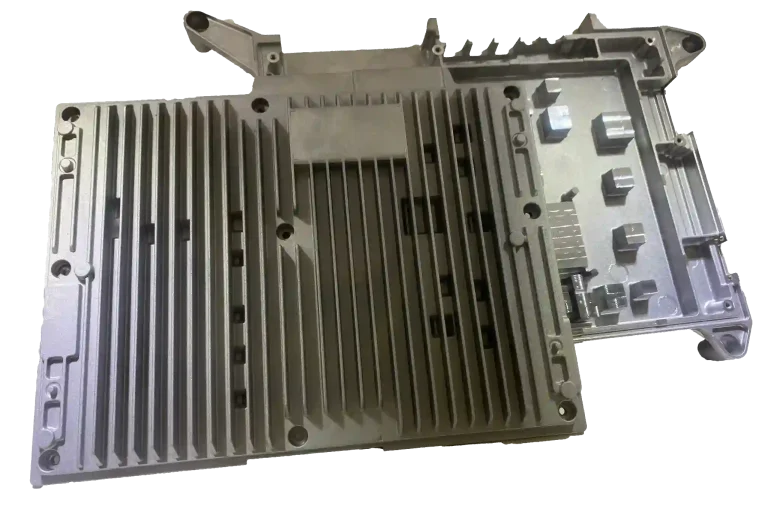
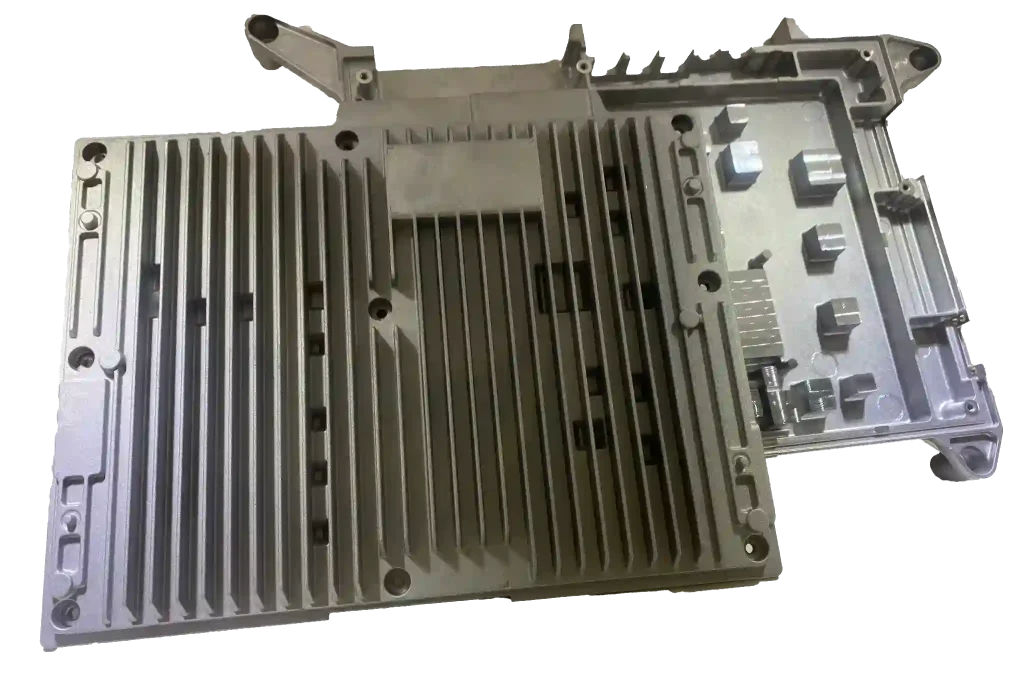
アルミニウム鋳造部品は、機器のハウジング、エンクロージャー、放熱部品、軽量構造部品などによく使用される。機械加工性が良く、比較的軽量であるため、産業機器、制御システム、電子アセンブリに適しています。

アルミニウム鋳物は、機械のハウジング、サポート部品、カバー、取り付け構造、および産業システムで使用されるその他の機能部品に適しています。部品の重量、加工効率、実用的な生産コストのすべてが重要な場合に、しばしば選択されます。

アルミニウム鋳物は、軽量化、耐食性、実用的な機械加工が重要な電力・エネルギー機器に使用される。一般的な用途としては、機器ハウジング、構造サポート、カバー、ユーティリティおよびエネルギー関連システムで使用されるアルミニウム部品などがあります。

アルミ鋳物は、外観、軽量化、加工効率のすべてが重要な軽量製品や設備部品に適しています。一般的に、ハウジング、カバー、ブラケット、その他民生用や軽工業用のアルミ部品に使用されています。

トリミング、バリ取り、ショットブラスト、洗浄により、鋳物のバリ、酸化層、表面残留物を除去し、機械加工や仕上げのためのクリーンで均一な下地を作ります。

鋳造合金と用途の要件に応じて、T5、T6、または他の合金固有の熱処理方法などのプロセスを通じて、機械的特性と寸法安定性を向上させることができます。

表面仕上げは、耐食性、外観、用途に応じた性能を向上させることができます。一般的なオプションには、粉体塗装、陽極酸化処理、塗装、またはプロジェクトの要件に応じたその他の保護処理が含まれます。

アルミ鋳造は、溶融したアルミニウム合金を金型に流し込み、必要な形状の部品を形成する製造プロセスです。アルミ鋳造は、さまざまな特注アルミ部品の製造に適しており、ハウジング、カバー、ブラケットなど、軽量で加工性に優れ、実用的な耐食性を必要とする部品によく用いられます。




品質管理は、材料検証、図面レビューから出荷前の最終検査まで、複数の重要な段階をカバーしており、アルミニウム鋳造部品の寸法一貫性、表面品質、生産安定性の向上に役立っています。


