
Понимание дефектов литья в практике литейного производства
Дефекты литья - это недостатки или неровности, возникающие в процессе литья, которые потенциально могут нарушить структурную целостность, точность размеров или внешний вид конечного продукта. В отраслях, где используются высокопроизводительные компоненты, таких как автомобилестроение, строительство или гидравлика, понимание того, как и почему возникают эти дефекты, крайне важно как для производителей, так и для покупателей.
В этом руководстве описаны наиболее частые дефекты литья, встречающиеся в отливках из ковкого чугуна, серого чугуна и стали. Для каждого дефекта описаны типичные визуальные признаки, основные причины, стратегии профилактики и возможные способы устранения.
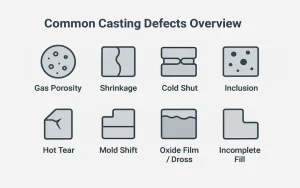
Визуальный обзор восьми распространенных типов дефектов литья, иллюстрированный пиктограммами и обозначениями.
Газовая пористость
Типичная внешность: Небольшие округлые полости или пустоты на поверхности или внутри отливки. Они особенно проблематичны в компонентах, выдерживающих давление, таких как корпуса насосов или корпуса клапанов.
👉 Примечание: Согласно отраслевым исследованиям, на газовую пористость и усадку в совокупности приходится до 50% всех дефектов литья, что делает их наиболее распространенными и критичными типами для контроля.
Причины:
Газовая пористость в отливках из ковкого чугуна и стали обычно возникает в результате захвата газа во время затвердевания. Это может быть вызвано:
- Избыточная влажность в пресс-форме или материалах сердцевины
- Неполная дегазация расплавленного металла
- Плохое вентилирование формы или чрезмерная турбулентность при заливке
- Использование связующих с высоким содержанием смол, которые разлагаются на газ
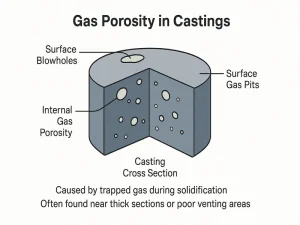
Типичный вид газовой пористости и поверхностных отверстий в металлических отливках из-за попадания воздуха или влаги.
Профилактика:
- Убедитесь, что формы и стержни тщательно высушены
- Используйте высокочистые шихтовые материалы с низким содержанием водорода
- Оптимизация конструкции затвора для минимизации турбулентности
- Применяйте дегазацию аргоном или азотом во время обработки расплава
Решения:
- Незначительная пористость может быть устранена путем ремонта сварного шва или пропитки
- При постоянных проблемах программное обеспечение для моделирования может помочь визуализировать поток газа и улучшить конструкцию пресс-формы
Усадочные полости
Типичная внешность: Внутренние пустоты или утопленные участки, обычно расположенные в толще или в местах, удаленных от эффективного питания стояка. Они часто возникают в больших корпуса из ковкого чугуна, подшипниковые блоки или стальные опорные плиты.
👉 Примечание: Усадочные полости особенно проблематичны в конструкционных отливках, так как они могут привести к образованию точек концентрации напряжений, которые значительно снижают механическую прочность и усталостную долговечность.
Причины:
Усадочные полости образуются на заключительном этапе затвердевания, когда расплавленный металл не успевает подаваться в области, которые все еще сжимаются. Способствующие факторы включают:
- Неразмерные или неудачно расположенные стояки
- Отсутствие направленного контроля затвердевания
- Преждевременное замораживание горловин кормушек
- Толстые сечения с неравномерной скоростью охлаждения
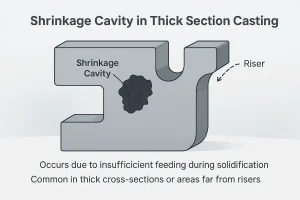
Типичная усадочная полость, возникающая при затвердевании в толстых секциях
Профилактика:
- Правильная конструкция стояка с подбором модуля для критических зон
- Использование холодов для отвода тепла
- Изолирующие манжеты для замедления застывания стояка
- Отрегулируйте ориентацию отливки, чтобы способствовать застыванию сверху вниз
Решения:
- Изменение геометрии отливки или увеличение объема питателя
- Заделайте полости с помощью дуговой сварки или распыления металла (если это разрешено спецификацией).
Холодное закрытие (Misrun)
Типичная внешность: Тонкие линейные разрывы или несплавленные швы на стыках, где два металлических фронта не смогли слиться. Часто встречаются в тонкостенные отливки, сложной геометрии или на горизонтальных стыках.
👉 Примечание: Хотя холодные зазоры обычно видны на поверхности, они также могут образовывать внутренние трещины в критических зонах, потенциально нарушая уплотнительные поверхности или вызывая преждевременное разрушение под давлением.
Причины:
Холодные затворы возникают, когда частично затвердевшие потоки металла встречаются, но не сплавляются по причине:
- Низкие температуры заливки
- Плохая текучесть сплава
- Длинные пути потока или острые углы в конструкции пресс-формы
- Высокие теплопотери через сердечники или металлические охладители
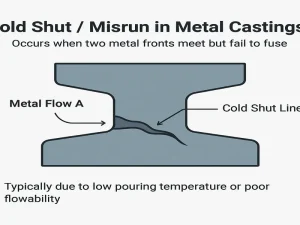
Дефект холодного затвора возникает, когда два фронта расплавленного металла не сплавляются должным образом, оставляя видимую линию или шов.
Профилактика:
- Повышение температуры заливки в пределах, характерных для конкретного сплава
- Сокращение длины потока за счет перемещения затворов ближе к критическим зонам
- Используйте закругленные переходы и филе в дизайне деталей
- Избегайте заниженных размеров впускных отверстий, которые ограничивают скорость потока
Решения:
- Модификация системы задвижек для снижения потери скорости
- Улучшить подбор сплавов или использовать инокулянты, улучшающие поток
- Если целостность структуры не нарушена, возможно проведение локального ремонта
Включения (шлак / песок / оксиды)
Типичная внешность: Темные или хрупкие частицы, вкрапленные в отливку, видимые на обработанных поверхностях или при неразрушающем контроле. Они могут происходить из шлака, выветрившегося песка или оксидных пленок.
👉 Примечание: Включения - один из самых сложных дефектов для раннего обнаружения, поскольку они часто остаются скрытыми до момента обработки или выхода из строя в процессе эксплуатации - особенно в областях применения, чувствительных к высокому давлению или усталости.
Причины:
Неметаллические включения возникают из-за различных источников загрязнения:
- Неполное удаление шлака при обработке расплава
- Вымывание песка из полости формы во время заполнения
- Переокисление, вызванное турбулентностью металла
- Ослабленные секции стержня или недостаточное покрытие стенок пресс-формы
Профилактика:
- Используйте кондиционеры для шлака и проводите тщательную очистку ковша
- Внедрение фильтров из керамической пены на входе
- Поддерживать постоянную прочность формы и качество поверхности
- Уменьшите высоту налива, чтобы свести к минимуму брызги и турбулентность
Решения:
- Поверхностные включения могут быть удалены путем механической обработки
- Глубокие включения требуют отбраковки или повторного литья, особенно в критических конструктивных деталях
- Металлургический аудит позволяет отследить типы включений до конкретных этапов технологического процесса
Горячие разрывы / Термические трещины
Типичная внешность: Зазубренные или разветвленные трещины, обычно возникающие на острых углах, бобышках или стыках с различной толщиной стенки. Эти дефекты образуются на последних стадиях затвердевания, когда отливка не выдерживает внутренних термических напряжений.
Причины:
Горячие разрывы часто являются результатом механической фиксации или плохой сворачиваемости формы. К основным факторам, способствующим этому, относятся:
- Резкие изменения толщины стенок
- Жесткие песчаные формы с низкой разрушаемостью
- Высокая температура заливки, вызывающая большие интервалы застывания
- Недостаточное количество галтелей или элементов для снятия напряжения в конструкции
Профилактика:
- Равномерная толщина стенок и плавные геометрические переходы
- Улучшенные материалы для пресс-форм или добавки, улучшающие разрушаемость
- Контроль температуры заливки и предварительного нагрева формы
- Включение рельефных надрезов и гибких сердечников
Решения:
- Небольшие трещины могут быть заделаны сваркой (если позволяют технические условия).
- Долгосрочная коррекция обычно предполагает изменение геометрии или использование альтернативных формовочных материалов
Смещение пресс-формы / смещение стержня
Типичная внешность: Ступенчатые поверхности или несоответствие размеров разных половин отливки, что приводит к несоответствию толщины стенок или смещению отверстий.
Причины:
Смещение пресс-формы вызвано несоосностью между конусом и волочением или перемещением внутренних стержней. Это может произойти из-за:
- Недостаточное усилие зажима или неплотное прилегание колбы
- Износ детали или повреждение штифтов
- Высокое металлостатическое давление или тряска при заливке
Профилактика:
- Усиление креплений колбы и обеспечение точной регистрации пресс-формы
- Замена изношенного оборудования для изготовления шаблонов и оттисков сердцевины
- Отрегулируйте высоту налива, чтобы уменьшить давление металла
Решения:
- Возможна механическая обработка, если позволяют допуски
- Реконструкция или модернизация оснастки и систем выравнивания деталей
Оксидные пленки / дефекты окалины
Типичная внешность: Тонкие, похожие на пленку слои или хрупкие чешуйки у поверхности отливки, часто обнаруживаемые только при механической обработке или металлографическом анализе. Эти включения ослабляют сопротивление усталости.
Причины:
Оксидные дефекты образуются из-за:
- Воздействие кислорода на расплавленный металл во время заливки
- Чрезмерная турбулентность в литниковой системе
- Реоксидация, вызванная неправильным обращением с ковшом или задержкой
Профилактика:
- Используйте защитную атмосферу (аргон) или флюс для уменьшения окисления
- Оптимизация геометрии заслонки для обеспечения ламинарного потока
- Минимизация турбулентности металла за счет контролируемой скорости налива
Решения:
- Поверхностный оксид иногда может быть удален путем механической обработки
- Глубокие внутренние оксиды требуют повторной обработки и пересмотра стробирования
- Инструменты термического анализа могут помочь оптимизировать практику плавки
Неполное заполнение (недозаполнение)
Типичная внешность: Отсутствующие участки, неполные углы или короткие заливки в отливках - особенно в тонкостенных деталях или деталях с большой площадью поверхности.
Причины:
Этот дефект возникает из-за того, что расплавленный металл не успевает полностью заполнить полость формы до застывания. К распространенным причинам относятся:
- Низкая температура застывания или плохая текучесть
- Конструкция заслонки, ограничивающей поток или вызывающей раннюю турбулентность
- Противодавление газа из-за плохой вентиляции
- Слишком сложные формы
Профилактика:
- Повышение температуры заливки в пределах сплава
- Улучшение коэффициента уплотнения и воздухоотвода из полости пресс-формы
- Упростите геометрию отливки или разделите ее на несколько частей
- Применяйте методы вакуумного ассистирования, если это применимо
Решения:
- Оценить моделирование заполнения для выявления проблемных зон
- Переделанный с исправленными системами подачи и вентиляции воздуха
Методы неразрушающего контроля дефектов литья
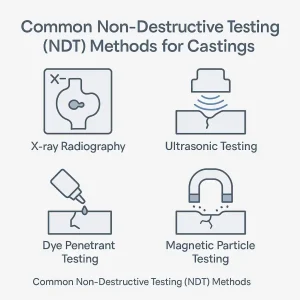
Распространенные методы неразрушающего контроля, используемые для проверки литья: Рентгеновский, ультразвуковой, красящий пенетрант и контроль магнитных частиц.
| Метод тестирования | Обнаруживаемые дефекты | Подходящие материалы/использование | Примечания |
|---|---|---|---|
| Рентгеновская радиография | Внутренняя усадка, пористость, пустоты | Сложные отливки, толстостенные детали | Отличная детализация; дороже |
| Ультразвуковой контроль | Подповерхностные трещины, включения | Большие секции, сталь/профильное железо | Требуются навыки оператора и хорошая поверхность |
| Испытания с применением красящего пенетранта | Поверхностные трещины, холодные швы | Непористые металлы (алюминий, сталь) | Простой, доступный; виден только на поверхности |
| Магнитная частица | Поверхностные и приповерхностные дефекты | Черные металлы (чугун, сталь) | Быстрая и надежная; ограничена магнитными деталями |
Эти методы испытаний помогают выявить внутренние или внешние дефекты до начала механической обработки или поставки, гарантируя соответствие литых компонентов размерным и эксплуатационным характеристикам.
Заключительные размышления
Дефекты литья могут существенно повлиять на производительность, стоимость и удовлетворенность клиентов. Имея четкое представление о причинах каждого дефекта и стратегиях их устранения, литейщики и покупатели могут взять на себя активную роль в обеспечении качества.
Вам нужна техническая поддержка или анализ дефектов? Свяжитесь с нашей командой для экспертного руководства и индивидуальных решений по литью.




