1. Почему допуски при литье алюминия имеют значение
Представление сцены:
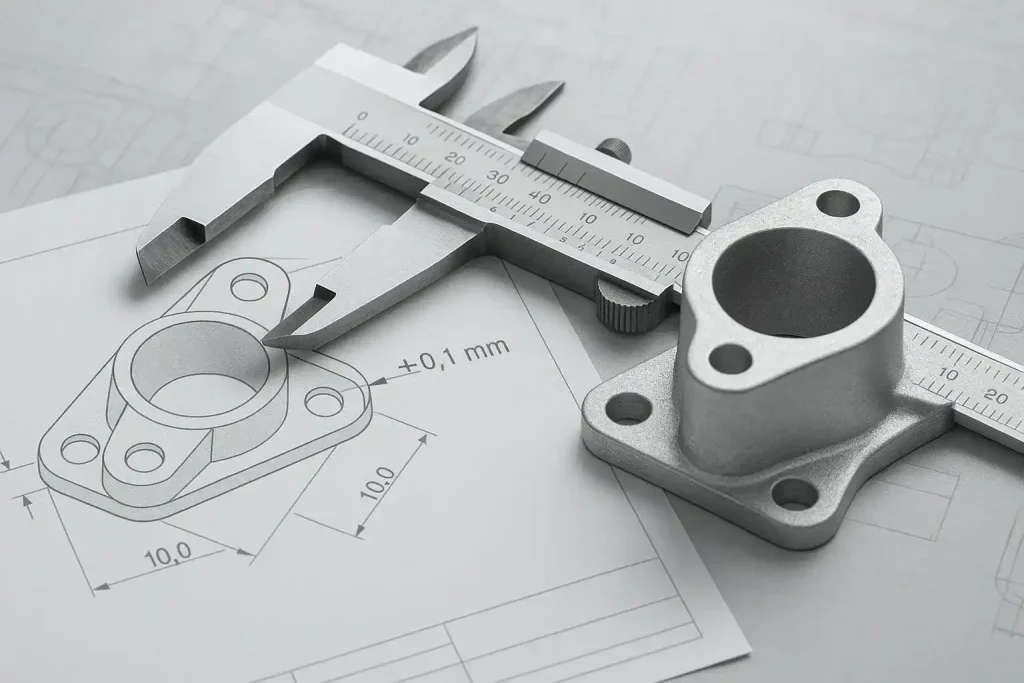
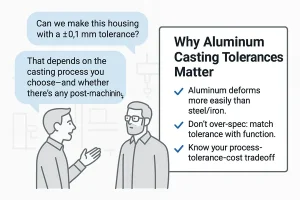
Конструктор спрашивает: "Можем ли мы сделать этот корпус с допуском ±0,1 мм?".
Инженер отвечает: "Это зависит от выбранного вами процесса литья и от того, будет ли проводиться последующая обработка".
Размерные допуски напрямую влияют на посадку деталей, герметичность и точность сборки. В отличие от железа или стали, алюминий имеет большее тепловое расширение и легче деформируется при застывании и охлаждении.
- 🎯 Ключевые моменты
- Алюминиевые отливки отличаются друг от друга больше, чем детали из черных металлов, из-за особенностей сплава.
- Не все допуски должны быть жесткими - проектируйте с учетом функциональности.
- Понимание взаимосвязи между процессом, допуском и стоимостью очень важно.
Почему допуски алюминиевого литья влияют на посадку, герметичность и точность.
2. Типичные допуски по процессу литья
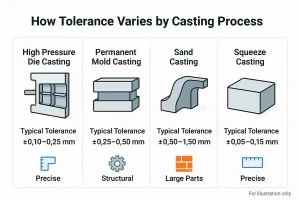
Типичные диапазоны допусков для различных процессов литья алюминия: HPDC, литье в песчаные формы, литье в постоянные формы и литье под давлением.
| Процесс литья | Типичный допуск | Достижимый диапазон | Примечания |
|---|---|---|---|
| Литье под высоким давлением | ±0,10-0,25 мм | ±0,10 мм | Лучше всего подходит для тонких стенок, прецизионных деталей |
| Литье в постоянные формы | ±0,25-0,50 мм | ±0,15 мм | Хорошая воспроизводимость, умеренная стоимость |
| Литье в песок | ±0,8-1,5 мм | ±0,5 мм | Подходит для крупных и простых деталей |
| Выдавливание | ±0,05-0,15 мм | ±0,05 мм | Конструктивные, высокопрочные компоненты |
✅ Совет профессионала: Когда требуются жесткие допуски, часто лучше "сначала отлить, потом обработать".
3. Стандарты алюминиевого литья, которые вы должны знать
ISO 8062: Определяет классы допусков литья (CT1-CT12). Для алюминия:
- CT6: плотно (±0,3 мм)
- CT7-CT8: типовые применения
- CT11: грубое литье в песок
NADCA #207: Предназначена для литья под давлением; более специфична, чем ISO, для небольших деталей.
⚠️ Распространенная ошибка: Слепой выбор марки СТ без учета усадки алюминия и настройки пресс-формы может привести к проблемам.
4. Что влияет на конечную толерантность?
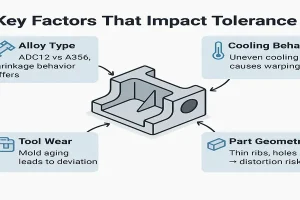
Ключевые факторы, влияющие на стабильность размеров в процессах литья алюминия.
- Тип сплава: Различные марки алюминия (например, ADC12 и A356) имеют разную скорость усадки.
- Поведение при охлаждении: Неравномерное охлаждение может привести к короблению и деформации.
- Износ и настройка инструмента: Износ пресс-формы или плохая центровка приводят к постепенному смещению допуска.
- Геометрия детали: Тонкие ребра, отверстия и незакрепленные секции сложнее контролировать.
🧠 Проницательность: "Сложная геометрия = измерение с высоким риском".
5. Допустимость против стоимости: Где переход?
"Мне нужно ±0,1 мм, но я не могу увеличить бюджет".
Более жесткие допуски часто означают более дорогую оснастку или дополнительную обработку - ожидайте 20-50% больше затрат на каждый шаг.
Разумный подход: используйте литье для получения объемной формы, обрабатывайте только критические зоны.
6. Действительно ли вы можете отлить ±0,1 мм?
Да, если:
- Вы используете литье под высоким давлением (HPDC) или литье под давлением
- Высокоточная пресс-форма с контролируемым охлаждением
- Критические поверхности подвергаются последующей механической обработке
Нет, если:
- Вы используете песчаное литье
- Толщина стенок тонкая или асимметричная
- Вы ожидаете точности только от литья на уплотнительных поверхностях
✅ Совет профессионала: Достижимо ±0,1 мм, но не надейтесь получить его без механической обработки.
7. Руководство по проектированию для улучшения допусков
- Используйте углы осадки ≥ 1°
- Поддерживайте постоянную толщину стенок
- Добавьте припуск на обработку 1,0-1,5 мм
- Избегайте незакрепленных ребер или тонких стенок
💡 Дизайнерский взгляд: "Точность начинается с обеспечения пространства для обработки".
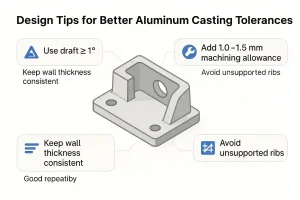
Советы по повышению точности алюминиевого литья за счет продуманной конструкции.
8. Корректировки после кастинга
- Обработка с ЧПУ: Достигает ±0,01-0,05 мм
- Термообработка: Может вызывать коробление - необходимо заново проверить допустимые отклонения
- Отделка поверхности: Анодирование добавляет слой 5-25 мкм
9. Таблица окончательных решений
| Характеристика | Предлагаемый допуск | Процесс | Требуется механическая обработка | Уровень затрат |
|---|---|---|---|---|
| Отверстие Ø10-20 мм | ±0,10 мм | HPDC | Да | ★★★ |
| Плоская поверхность 100×100 мм | ±0,25 мм | Постоянная форма | Нет | ★★ |
| Длина >300 мм | ±1,00 мм | Литье в песок | Нет | ★ |
10. Заключение и призыв к действию
Допуски на литье алюминия - это баланс: достаточно жесткий, чтобы функционировать, и достаточно свободный, чтобы эффективно производить.
"Достаточно плотно, чтобы работать, достаточно свободно, чтобы играть".
Вам нужны алюминиевые отливки с точностью, которой вы можете доверять? Свяжитесь с нами сегодня →




