1. 알루미늄 주조 공차가 중요한 이유
장면 소개:
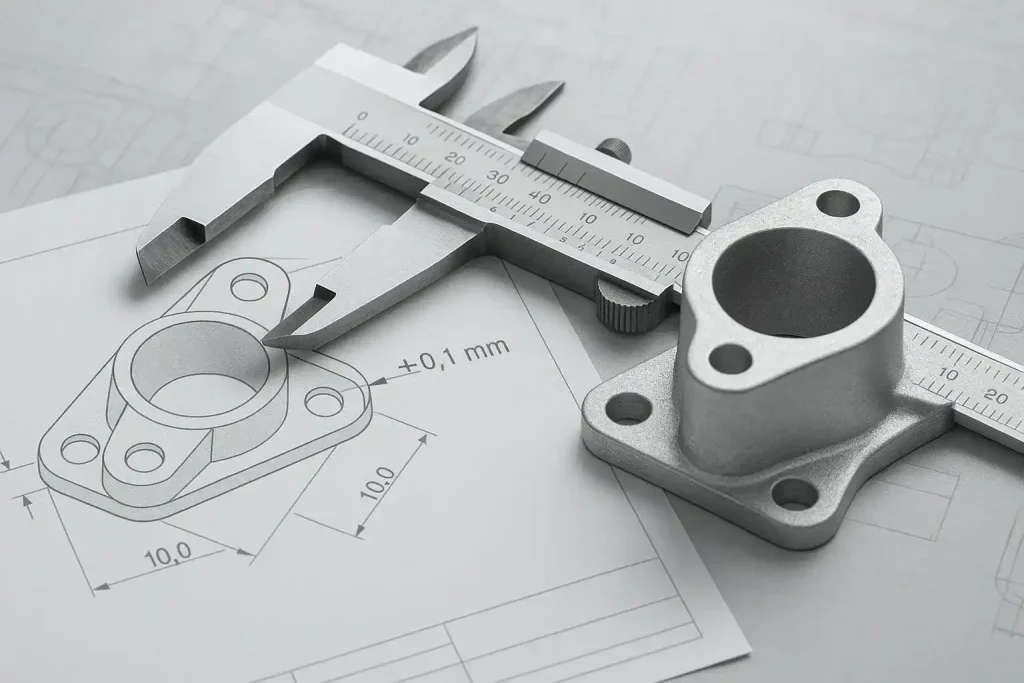
디자이너가 "이 하우징을 공차 ±0.1mm로 만들 수 있나요?"라고 묻습니다.
엔지니어는 "선택한 주조 공정과 후가공 여부에 따라 달라집니다."라고 대답합니다.
치수 공차는 부품 맞춤, 밀봉 능력 및 조립 정확도에 직접적인 영향을 미칩니다. 철이나 강철과 달리 알루미늄은 열팽창이 심하고 응고 및 냉각 과정에서 더 쉽게 변형되는 경향이 있습니다.
- 🎯 핵심 포인트
- 알루미늄 주물은 합금 거동으로 인해 철 부품보다 더 다양합니다.
- 모든 허용 오차가 기능을 염두에 두고 엄격하게 설계되어야 하는 것은 아닙니다.
- 프로세스 허용 오차-비용 관계를 이해하는 것이 중요합니다.
알루미늄 주조 공차가 핏, 밀봉 및 정밀도에 영향을 미치는 이유.
2. 주조 공정별 일반적인 허용 오차
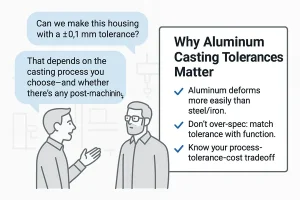
일반적인 공차 범위는 다양한 알루미늄 주조 공정에 걸쳐 있습니다: HPDC, 모래 주조, 영구 주형, 스퀴즈 주조 등입니다.
| 캐스팅 프로세스 | 일반적인 허용 오차 | 달성 가능한 범위 | 참고 |
|---|---|---|---|
| 고압 다이 캐스트 | ±0.10-0.25 mm | ±0.10 mm | 얇은 벽, 정밀 부품에 적합 |
| 영구 금형 주조 | ±0.25-0.50 mm | ±0.15 mm | 우수한 반복성, 적당한 비용 |
| 모래 주조 | ±0.8-1.5mm | ±0.5mm | 크거나 단순한 부품에 적합 |
| 스퀴즈 캐스팅 | ±0.05-0.15 mm | ±0.05 mm | 구조적인 고강도 부품 |
✅ 전문가 팁: 엄격한 허용 오차가 필요한 경우 '먼저 캐스팅하고 나중에 가공'하는 것이 더 나은 경우가 많습니다.
3. 알아야 할 알루미늄 주조 표준
ISO 8062: 주조 공차 등급(CT1-CT12)을 정의합니다. 알루미늄의 경우:
- CT6: 타이트(±0.3mm)
- CT7-CT8: 일반적인 애플리케이션
- CT11: 거친 모래 주조
NADCA #207: 다이 캐스팅을 대상으로 하며, 소형 부품의 경우 ISO보다 더 구체적입니다.
⚠️ 일반적인 함정: 알루미늄 수축 및 금형 설정을 고려하지 않고 무턱대고 CT 등급을 선택하면 문제가 발생할 수 있습니다.
4. 최종 허용 오차에 영향을 미치는 요소는 무엇인가요?
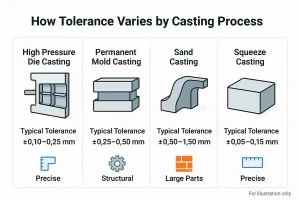
알루미늄 주조 공정에서 치수 안정성에 영향을 미치는 주요 요소.
- 합금 유형: 알루미늄 등급(예: ADC12와 A356)에 따라 수축률이 다릅니다.
- 냉각 동작: 냉각이 고르지 않으면 뒤틀림과 왜곡이 발생할 수 있습니다.
- 도구 마모 및 설정: 금형 마모 또는 정렬 불량으로 인해 점진적인 공차 편차가 발생합니다.
- 파트 지오메트리: 얇은 갈비뼈, 구멍, 지지되지 않는 부분은 제어하기가 더 어렵습니다.
🧠 인사이트: "복잡한 지오메트리 = 고위험 차원."
5. 허용 오차 대 비용: 도약은 어디까지인가?
"±0.1mm를 원하지만 예산을 늘릴 수 없습니다."
공차가 더 엄격할수록 더 비싼 툴링이나 추가 가공이 필요하므로 단계당 20~50%의 비용이 더 들 것으로 예상됩니다.
스마트한 접근 방식: 대량 형상에는 캐스팅을 사용하고 중요한 영역만 가공합니다.
6. 정말 ±0.1mm를 캐스팅할 수 있나요?
예, 만약:
- 고압 다이캐스팅(HPDC) 또는 스퀴즈 주조를 사용하는 경우
- 금형은 냉각 제어가 가능한 고정밀 금형입니다.
- 중요한 표면은 나중에 가공됩니다.
아니요, 만약:
- 모래 주조를 사용하고 있습니다.
- 벽 두께가 얇거나 비대칭인 경우
- 씰링 표면의 주조만으로도 정밀도를 기대할 수 있습니다.
✅ 전문가 팁: ±0.1mm는 달성할 수 있지만 가공 없이 얻을 수 있다고 기대하지 마세요.
7. 더 나은 허용 오차를 위한 설계 지침
- 1° 이상의 드래프트 각도 사용
- 벽 두께 일관성 유지
- 1.0-1.5mm 가공 여유 추가
- 지지되지 않는 갈비뼈나 얇은 벽을 피하세요.
💡 디자인 인사이트: "정밀도는 가공을 위한 공간을 확보하는 것에서 시작됩니다."
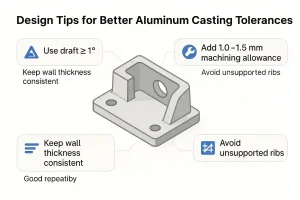
스마트 설계를 통한 알루미늄 주조 정확도 향상 팁.
8. 캐스팅 후 조정
- CNC 가공: 0.01-0.05mm 달성
- 열처리: 뒤틀림을 유발할 수 있음 - 허용 오차를 다시 확인해야 합니다.
- 표면 마감: 아노다이징으로 5-25μm 층 추가
9. 최종 결정 표
| 기능 | 권장 허용 오차 | 프로세스 | 가공 필요 | 비용 수준 |
|---|---|---|---|---|
| 구멍 Ø10-20mm | ±0.10 mm | HPDC | 예 | ★★★ |
| 평평한 표면 100×100mm | ±0.25 mm | 영구 금형 | 아니요 | ★★ |
| 길이 > 300mm | ±1.00 mm | 모래 주조 | 아니요 | ★ |
10. 결론 및 행동 촉구
알루미늄 주조 공차는 기능을 발휘할 수 있을 만큼 단단하고 효율적으로 제조할 수 있을 만큼 느슨한 균형을 유지하는 것이 중요합니다.
"작업할 수 있을 만큼 타이트하고, 캐스팅할 수 있을 만큼 느슨합니다."




