Why Post-Casting Heat Treatment Matters
When a casting cools inside the mold, the story doesn’t end there—internal stress, uneven grain structure, and unpredictable mechanical properties are often left behind. These latent issues may not be visible during inspection, but they can become critical during machining or service.
For example, residual stress caused by directional solidification or rapid cooling can lead to warping or cracking once the casting is machined. In structural applications, this could mean part failure under load, or in hydraulic systems, a leak under pressure.
Post-casting heat treatment serves to correct these defects. It improves structural consistency, stabilizes dimensions, enhances ductility or hardness as needed, and ultimately extends the service life of the component. The benefits are not just metallurgical—they also translate to lower rejection rates, better machinability, and longer tool life.
If you’re producing castings that must perform under real-world stresses—such as gears, housings, engine blocks, or pressure-retaining components—then heat treatment is not a luxury. It’s an essential step in achieving mechanical reliability and predictable performance.
⚠️ Tip: Even precision-cast components with high dimensional accuracy can fail prematurely if internal stress isn’t relieved through proper heat treatment.
Common Heat Treatment Methods for Castings
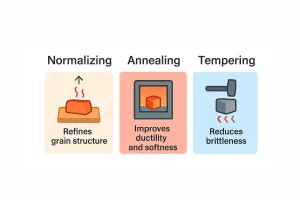
Key heat treatment techniques used after casting to improve material properties and performance.
Not all heat treatments are created equal. The process must match the material, geometry, and service environment of the casting. In this section, we explore four widely used heat treatment methods—each with its specific role and benefit in post-casting refinement.
Annealing
Annealing is typically used to relieve internal stress and soften the casting, making it easier to machine. The process involves heating the component to a temperature below the critical transformation point (usually 500–700°C for iron and steel), holding it for a set period, and then cooling it slowly—often in the furnace.
This slow cooling process allows the internal structure to become more uniform. Ferrite and pearlite may become more evenly distributed, especially in gray or ductile iron castings. The result is a component with reduced brittleness, improved dimensional stability, and smoother machinability.
✅ Best For: Gray iron, ductile iron, steel parts requiring high dimensional accuracy or secondary machining.
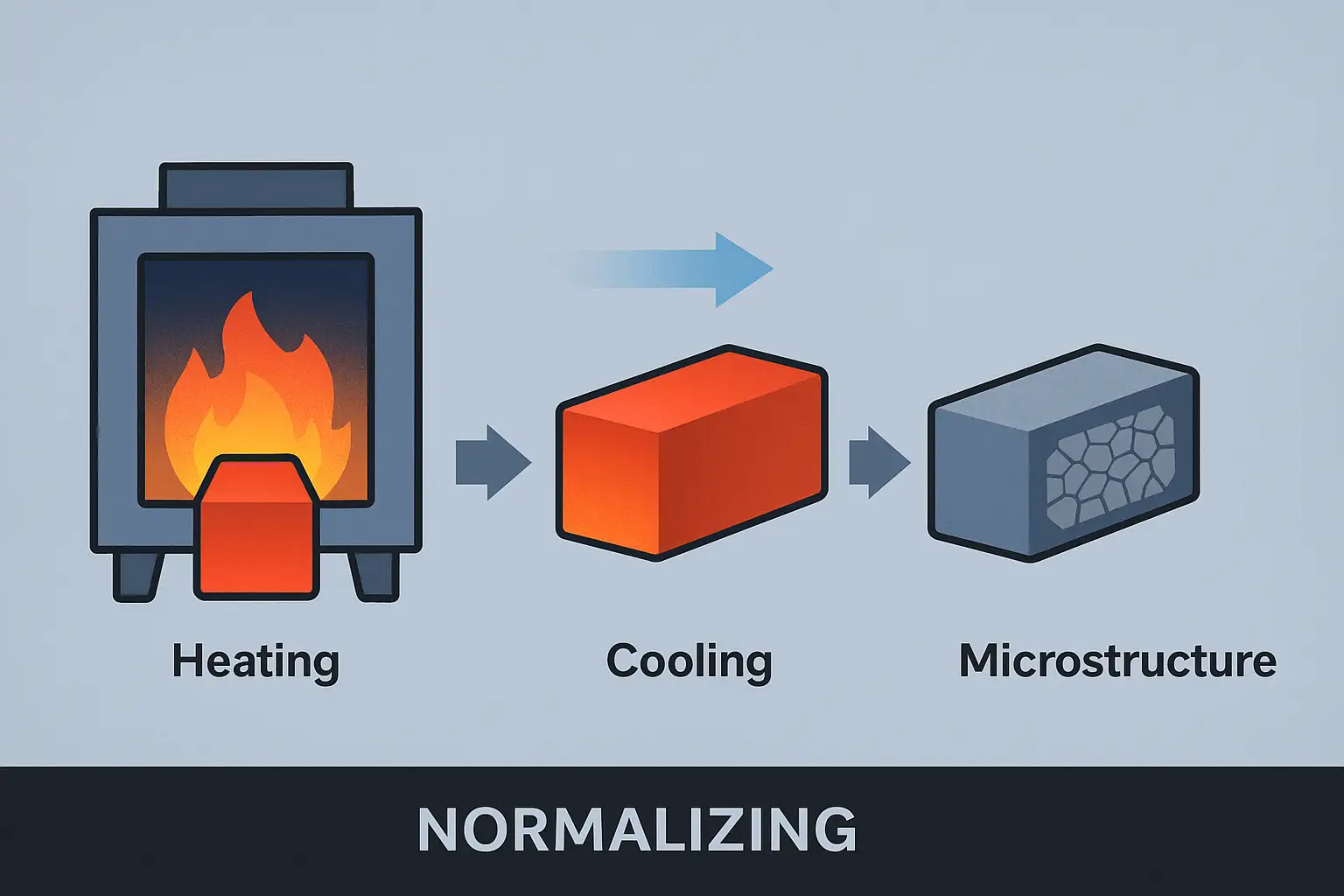
Normalizing
Normalizing is a more aggressive process, typically used on steel castings. It involves heating the component to above the upper critical temperature (around 850–950°C), followed by air cooling. Unlike annealing, which softens the material, normalizing increases hardness and strength slightly while refining the grain structure.
The air cooling phase encourages the formation of fine pearlite, which enhances toughness. This treatment is especially useful for components that require uniform mechanical properties across the section or are subject to fluctuating stress during operation.
🔧 Use Case: Gear blanks, pump housings, and other structural components that need both strength and toughness.
Quenching and Tempering
Quenching is the process of rapidly cooling a casting from the austenitizing temperature (typically 850–900°C) using water, oil, or air. It is one of the four main types of heat treatment. To learn more about the other methods, you can read our comprehensive guide on The 4 Types of Heat Treatment Processes Explained. This rapid cooling “locks in” a hard, martensitic structure. However, as-quenched material is often too brittle for service, which is why tempering follows immediately.
Tempering involves reheating the quenched casting to a moderate temperature (200–600°C), reducing brittleness while preserving most of the strength. This two-step process significantly improves wear resistance and fatigue strength.
🛠️ Ideal For: High-load steel castings like crankshafts, drive components, or abrasion-resistant liners.
Solution Treatment and Aging (Aluminum Alloys)
Aluminum castings—especially those made from heat-treatable alloys like A356—undergo a different kind of heat treatment known as solution treatment and aging (T6 or T5 conditions). First, the casting is heated to around 530–550°C and held to dissolve alloying elements into a solid solution. It is then quenched rapidly, followed by artificial aging at 150–200°C.
This process allows aluminum castings to achieve optimal strength and corrosion resistance. It also stabilizes the microstructure for improved dimensional control.
✈️ Common Applications: Aerospace brackets, engine parts, suspension components.
📊 Quick Comparison Table
| Method | Typical Temp (°C) | Cooling Type | Main Benefit | Common Materials |
|---|---|---|---|---|
| Annealing | 500–700 | Furnace | Stress relief, softening | Gray iron, ductile iron |
| Normalizing | 850–950 | Air | Grain refinement, toughness | Cast steel |
| Quenching + Tempering | 850–900 / 200–600 | Water/Oil/Air | Hardness + ductility balance | Steel castings |
| Solution Treatment (T6) | 530–550 / 150–200 | Water + Aging | Strength + corrosion resistance | Aluminum alloys |
Material-Specific Guidelines
Heat treatment strategies must be tailored to the casting material. Each alloy system responds differently to heat, and using the wrong method—or applying the right method incorrectly—can compromise mechanical properties or dimensional stability.
Below is a breakdown of the most common casting materials and the heat treatment approaches best suited for each.
Gray Cast Iron
Gray iron is typically not heat treated for mechanical property enhancement, as its graphite flake structure is inherently brittle and does not respond well to phase transformation. However, stress relief annealing is widely used to improve dimensional stability—especially in large castings subjected to heavy machining.
The process usually involves heating to 500–600°C and holding for several hours before slow furnace cooling. This relieves residual stress without significantly altering hardness or microstructure.
🔧 Common Applications: Engine blocks, compressor housings, machine bases.
Ductile Iron (Nodular Cast Iron)
Ductile iron offers more flexibility in heat treatment. It can be stress-relieved, fully annealed, or even austempered depending on performance requirements.
- Stress Relief Annealing: Reduces internal tension without affecting graphite nodule structure.
- Full Annealing: Softens the matrix and enhances elongation for improved ductility.
- Austempering (ADI): Produces ausferritic microstructures, greatly improving strength, toughness, and fatigue resistance. Requires controlled austenitizing (~900°C), followed by isothermal holding at 250–400°C.
🧪 Best Fit: Automotive suspension parts, gears, wear-resistant components.
Cast Steel
Steel castings are highly responsive to heat treatment. Normalizing, quenching, and tempering are standard practices.
- Normalizing: Refines grains and equalizes microstructure—ideal before machining.
- Quenching + Tempering: Increases tensile strength and wear resistance. Often used for structural and safety-critical components.
The versatility of steel allows manufacturers to fine-tune properties like toughness, strength, and hardness for specific applications.
⚙️ Typical Parts: Structural supports, lifting hooks, tool bodies, and pressure vessels.
Aluminum Alloys
Heat-treatable aluminum alloys (e.g., A356, 6061) require precise temperature control to activate solution treatment and precipitation hardening processes. The T6 cycle—solution treatment, quenching, and artificial aging—is most common.
- Solution Treatment: Removes micro-segregation and homogenizes the matrix.
- Aging: Encourages controlled precipitation of strengthening phases such as Mg₂Si.
Dimensional stability and corrosion resistance are key reasons to apply heat treatment in aluminum casting.
✨ Used In: Aerospace fittings, pump housings, engine brackets, robotic frames.
📌 Note: Always consider wall thickness and casting size when applying these treatments—large sections cool more slowly and may develop internal gradients that affect uniformity.
Key Parameters and Process Control
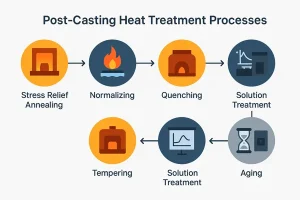
Visual guide showing six common post-casting heat treatment stages
Successful heat treatment is not just about choosing the right method—it’s about controlling the process with precision. Small deviations in temperature, time, or cooling rate can lead to inconsistent microstructures, residual stresses, or even casting failure.
Here are the core parameters that must be monitored and optimized during post-casting heat treatment:
Soaking Temperature and Duration
The soaking phase allows the entire casting to reach uniform temperature, ensuring consistent microstructural transformation.
- Undershooting the required temperature may result in incomplete transformation.
- Overshooting can lead to grain coarsening or oxidation.
For example, annealing ductile iron typically requires holding at 900°C for 1–3 hours, depending on the casting’s size and wall thickness. Aluminum solution treatment may only need 30–60 minutes at 540–550°C.
🧱 Rule of thumb: Thicker castings require longer soak times to ensure thermal penetration.
Furnace Uniformity and Atmosphere
Heat treatment furnaces must maintain tight temperature control throughout the chamber. Uneven zones can create localized over- or under-treatment.
- Uniformity tolerance should generally stay within ±5°C for critical parts.
- Use of protective atmospheres (e.g., inert gas or nitrogen) can reduce oxidation and surface decarburization, especially in steel.
Regular calibration and zone monitoring are essential for large batch consistency.
🔍 Pro Tip: Infrared thermal mapping can identify cold spots in aging furnaces before they affect product quality.
Cooling Rate and Media Selection
Cooling is not just a final step—it actively shapes the final properties of the casting. Different materials require specific quenching strategies:
| Material | Cooling Medium | Reason |
|---|---|---|
| Gray Iron | Furnace (slow) | Avoid thermal shock and preserve graphite |
| Steel Castings | Water or Oil | Rapid cooling to form martensite |
| Aluminum Alloys | Water Quench | Prevent precipitation before aging |
Uncontrolled cooling can introduce thermal gradients, leading to distortion or cracking—especially in large or complex geometries.
⚠️ Tip: Always support castings properly during cooling to avoid bending or stress concentration.
Post-Treatment Handling
Even after the thermal cycle is complete, handling must be done with care. Avoid stacking hot parts, placing them on uneven surfaces, or exposing them to drafts—all of which can trigger unplanned cooling or warping.
Dimensional inspection and hardness testing should follow once parts reach room temperature.
📏 Best Practice: Allow castings to air-cool on flat, insulated surfaces before any post-processing.
A heat treatment process is only as reliable as the control behind it. Precision in temperature, timing, atmosphere, and handling makes the difference between a robust casting and a rejected one.
Real-World Applications and Benefits
Six key benefits of applying heat treatment after casting
Post-casting heat treatment is more than just a theoretical improvement—it directly impacts how cast parts perform in real-world conditions. From reducing failure rates in heavy machinery to enhancing fatigue strength in automotive components, the practical benefits are well documented.
Here are several examples and data points that illustrate the value of a properly executed heat treatment strategy.
Improved Dimensional Stability
Case Study – Large Gear Housing (Ductile Iron)
A client producing large ductile iron gear housings experienced high rejection rates during CNC machining due to dimensional distortion. After implementing a two-step heat treatment—stress-relief annealing followed by slow air cooling—distortion was reduced by 58%, resulting in:
- 20% faster machining time
- 35% reduction in tool wear
- Zero rejection in the final inspection batch
🎯 Takeaway: Even minor residual stress can become a major issue when tight tolerances are required.
Enhanced Wear and Fatigue Resistance
Case Study – High-Load Pump Impellers (Cast Steel)
Quenching and tempering were applied to steel impellers used in abrasive slurry pumps. Compared to as-cast parts, heat-treated impellers showed:
- 40% higher surface hardness
- 2× longer wear life in field conditions
- No cracking after 10,000+ fatigue cycles
This extended the service interval significantly, reducing both maintenance downtime and cost per part.
⚙️ Engineering Insight: Hardness is only useful when balanced with ductility—tempering ensures that.
Strength-to-Weight Optimization
Application – Aerospace-Grade Aluminum Brackets (A356-T6)
Lightweight aluminum components were heat treated using the T6 process. After solution treatment, quenching, and artificial aging:
- Yield strength increased by 80%
- Elongation remained above 8%
- Corrosion resistance improved under salt spray testing
This allowed for thinner cross-sections without compromising safety—a major gain in aerospace and automotive design.
✈️ Impact: When weight matters as much as strength, post-casting heat treatment enables material efficiency.
Performance Summary Table
| Metric | As-Cast (Steel) | Quenched & Tempered | Improvement |
|---|---|---|---|
| Hardness (HRC) | 18–22 | 32–38 | +60–80% |
| Yield Strength (MPa) | 350–420 | 550–650 | +50–70% |
| Fatigue Life (10⁶ cycles) | <1 | >2 | 2× longer |
| Dimensional Drift (mm) | ±0.5 | ±0.2 | –60% |
These performance gains are not accidental—they result from precise thermal cycles aligned with both the casting material and the intended application.
🧠 Bottom Line: If your component’s performance is tied to safety, wear life, or dimensional precision, post-casting heat treatment is not an option—it’s a requirement.
Best Practices and Common Mistakes
Even with the right heat treatment method selected, improper execution can compromise the integrity of the entire casting. The most common failures are not due to the wrong process—but due to inconsistent parameters, poor preparation, or overlooked details.
Below are best practices to follow and pitfalls to avoid during post-casting heat treatment.
✅ Best Practices
1. Preheat Large or Complex Castings
Sudden exposure to high temperatures can introduce thermal shock, especially in parts with varying wall thicknesses. Preheating to an intermediate temperature (e.g., 150–250°C) before ramping up reduces this risk.
🧱 Why it matters: Preheating prevents cracking and uneven expansion in heavy-section castings.
2. Control Soak Time Based on Section Size
Soak time must be based on the thickest section of the casting, not just average dimensions. Under-soaking can leave internal zones untreated.
📏 Tip: A common formula is 1 hour per inch (25 mm) of wall thickness, plus safety margin.
3. Use Proper Fixturing and Support
During heating and cooling, castings can distort under their own weight. Support parts on flat, stable surfaces and avoid metal-to-metal contact when possible.
🪛 Recommendation: Use ceramic pads or insulation to support precision parts during furnace cycles.
4. Verify with Post-Treatment Inspection
Always validate the success of your heat treatment with proper testing:
- Hardness testing (Brinell, Rockwell, Vickers)
- Non-destructive testing (ultrasound, dye penetrant)
- Dimensional checks for warping or shrinkage
🔍 Best Practice: Inspect before and after heat treatment to track performance improvement and detect abnormalities.
❌ Common Mistakes
1. Skipping Heat Treatment for Low-Cost Parts
It’s tempting to bypass heat treatment on non-critical parts to save time or cost. But even low-load castings can fail early due to residual stress, poor machinability, or corrosion sensitivity.
⚠️ Reality Check: Reworking or replacing failed castings is more expensive than getting heat treatment right the first time.
2. Overheating the Casting
Exceeding the recommended temperature can degrade microstructure, oxidize the surface, or cause graphitization in cast iron—all of which weaken the final product.
🔥 Mistake to Avoid: Don’t use high temperature to “speed up” the process. You’ll pay for it in lost performance.
3. Inconsistent Furnace Load
Treating castings of varying sizes or materials in the same batch can result in uneven heating or cooling. Always group similar parts together to maintain process consistency.
📦 Fix: Separate thin-wall aluminum from thick-wall iron parts, and use load mapping in multi-zone furnaces.
4. Ignoring Cooling Environment
Placing hot parts on a cold steel table, near air drafts, or in contact with water can cause uncontrolled cooling—leading to distortion or internal stress.
🧊 Reminder: Controlled cooling is as important as controlled heating.
Post-casting heat treatment is a science of balance: between heat and time, strength and ductility, precision and productivity. Avoid shortcuts. The performance of the final part depends on every detail.
Conclusion & Call to Action
The journey from molten metal to a reliable, high-performance component doesn’t stop at casting. Without proper heat treatment, even the most precisely poured part may fail to meet mechanical expectations in real-world use.
Whether it’s stress relief for gray iron, strength enhancement for steel, or dimensional stabilization for aluminum, a tailored heat treatment strategy is critical to performance—and to avoiding costly rework or field failures.
📞 Working on a critical casting project?
We help engineers and buyers align casting quality with mechanical reliability through expert heat treatment planning.
🔧 Talk to a Specialist →
Get one-on-one advice from our engineering team.
We’ll help you select the right method, parameters, and inspection plan.
📦 View Our Casting Services →
Post-casting heat treatment isn’t just a step—it’s your quality guarantee.