
Введение
При литье в песчаные формы для создания сложной внутренней геометрии часто требуется нечто большее, чем просто хорошо спроектированная форма. Именно поэтому изготовление сердечников становится необходимым. Сердечник - это предварительно сформированная песчаная форма, вставляемая в полость формы для формирования внутренних проходов, впадин или сложных вырезов, которые невозможно получить только с помощью формы. Будь то корпус насоса с замысловатыми каналами или блок двигателя с каналами для охлаждающей жидкости, стержни играют важную роль в формировании внутренней структуры отливки.
Понимание того, как изготавливаются сердечники, какие типы существуют и как их правильно проектировать, может существенно повлиять на качество, стоимость и технологичность конечной детали. В этой статье мы рассмотрим процесс изготовления сердечника в контексте литья в песчаные формы и предлагает практическое руководство как для инженеров, так и для покупателей.
Что такое стержень при литье в песчаные формы?
A литейный стержень обычно изготавливается из песка, смешанного со связующим веществом, формируется в отдельном ящике для стержней и помещается внутрь основной полости формы. Его основное назначение - формирование внутренних пустот, недоступных для стандартного оборудования для изготовления форм. Сердечники необходимы для создания:
-
- Внутренние полости в корпусах клапанов или коллекторах
-
- Каналы охлаждения в компонентах двигателя
-
- Полые секции в корпусах насосов и компрессоров
Поскольку сердечники являются жертвенными, их удаляют после того, как отливка затвердеет и будет извлечена из формы - либо механически, либо термическим или вибрационным способом.
Распространенные типы сердечников
Существует несколько типов стержней, используемых в литье, каждый из которых подходит для конкретных задач, исходя из прочности, точности и скорости производства. Понимание типы стержней в литье помогает оптимизировать конструкцию и стоимость.
-
- Зеленые песчаные керны
Изготовленные из того же песка, что и форма, они недороги, но хрупки и подходят для простых форм.
- Зеленые песчаные керны
-
- Сухие песчаные керны
Запеченные сердечники с повышенной прочностью и точностью размеров; широко используются для общего применения.
- Сухие песчаные керны
-
- Сердечники в оболочке
Создаются путем нагрева песка, покрытого смолой, в установке для изготовления стержней из ракушечника. Они обеспечивают превосходную обработку поверхности и контроль размеров, идеально подходят для высокоточных деталей.
- Сердечники в оболочке
-
- Сердечники для холодных коробок
Изготовлены с использованием смол, отверждаемых газом при комнатной температуре. Эти сердечники обеспечивают быстрый производственный цикл и высокую прочность.
- Сердечники для холодных коробок
-
- Горячие сердечники
Отверждается с помощью тепла и термореактивной смолы, обеспечивая отличные характеристики разрушения после заливки.
- Горячие сердечники
Каждый тип сердечника имеет свои компромиссы в плане прочности, разборности и сложности процесса.
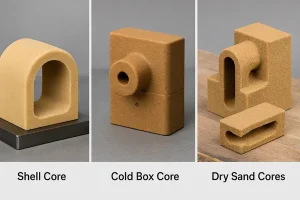
Визуальное сравнение распространенных типов литейных стержней, используемых при литье в песчаные формы: сплошные, полые и оболочковые стержни
Процесс изготовления ядра
Сайт процесс изготовления сердечника включает в себя несколько этапов, каждый из которых влияет на качество конечной отливки:
-
- Конструкция ящика с сердечником - Определяет форму и допуски сердечника; необходимо учитывать углы осадки и нагрузку при обработке.
-
- Смешивание песка и вяжущего - Песок смешивается с такими связующими, как фенол-уретан, силикат натрия или фуран.
-
- Выстреливание или раздувание ядра - Песок закачивается в керноприемник под давлением или под действием силы тяжести.
-
- Закаливание или отверждение - С помощью тепла (горячий бокс), химического газа (холодный бокс) или запекания (сухой сердечник) сердечник набирает силу.
-
- Извлечение и обработка сердечника - После затвердевания сердцевины извлекаются, обрезаются, проверяются и хранятся до использования.
Каждый этап требует контроля качества, чтобы избежать ошибок в размерах или основной сдвиг во время сборки пресс-формы.

Наглядное описание каждого этапа процесса изготовления литейного стержня из песка, от установки формы до извлечения затвердевшего стержня.
Рекомендации по проектированию ядер
Эффективный проектирование стержней в литье помогает предотвратить появление дефектов, снизить расход материалов и упростить удаление сердцевины. Ключевые советы по проектированию включают:
-
- Используйте правильные углы вытяжки
Черновой вариант обеспечивает легкое извлечение из коробки с сердечником и точность размеров.
- Используйте правильные углы вытяжки
-
- Включая вентиляционные отверстия
Правильно вентиляция сердечника предотвращает скопление газа, которое может привести к образованию пористости или отверстий в готовой отливке.
- Включая вентиляционные отверстия
-
- Интеграция основных отпечатков
A основная печать это элемент формы, который поддерживает и выравнивает сердцевину. Она обеспечивает точное позиционирование и предотвращает смещение во время заливки.
- Интеграция основных отпечатков
-
- Прочность и складность баланса
Сердечник должен выдерживать обработку в форме, но при этом легко отделяться при вытряхивании.
- Прочность и складность баланса
-
- Избегайте тонких незакрепленных секций
Это может привести к поломке при извлечении стержня или турбулентности металла при заливке.
- Избегайте тонких незакрепленных секций
Хорошая конструкция сводит к минимуму повторные работы и брак, обеспечивая надежность и повторяемость литья.
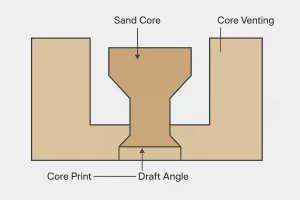
Диаграмма, показывающая правильные и неправильные подходы к проектированию стержней при литье в песчаные формы, с указанием основных аспектов структурной поддержки.
Заключение
Изготовление ядра является неотъемлемой частью процесс литья в песокчто позволяет производить сложные, высокопроизводительные отливки. От выбора правильного тип сердечника для оптимизации основная печать и расположение вентиляционных отверстийКаждое конструкторское решение напрямую влияет на качество, стоимость и технологичность отливки.
Понимание доступных технологий, таких как сердцевина оболочки, сердцевина холодильной камеры, и основные способы выпечки-Инженеры и покупатели литейного производства могут сделать осознанный выбор, который позволит уменьшить количество дефектов и улучшить качество конечных деталей.
Хотите узнать больше о проектировании литья и предотвращении дефектов?
Ознакомьтесь с нашими статьями о Распространенные дефекты литья, Как сделать форму для литья из песка и Как проектировать отливки для песчаных форм.





