브론즈란 무엇인가요: 정의, 유형, 적용 분야
청동은 주로 주석을 핵심 원소로 하는 구리 기반 합금입니다. 이 정확한 비율은 ...
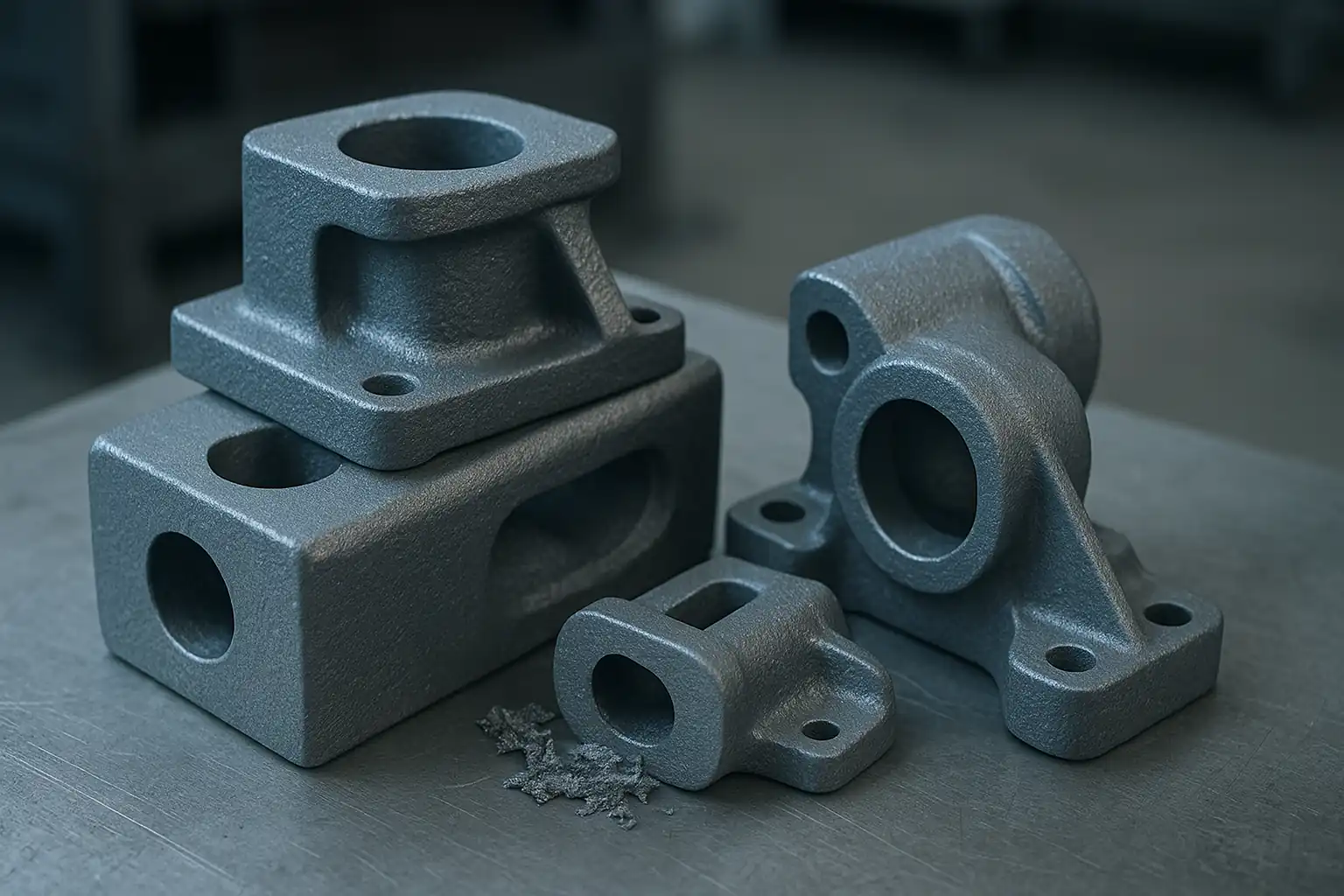
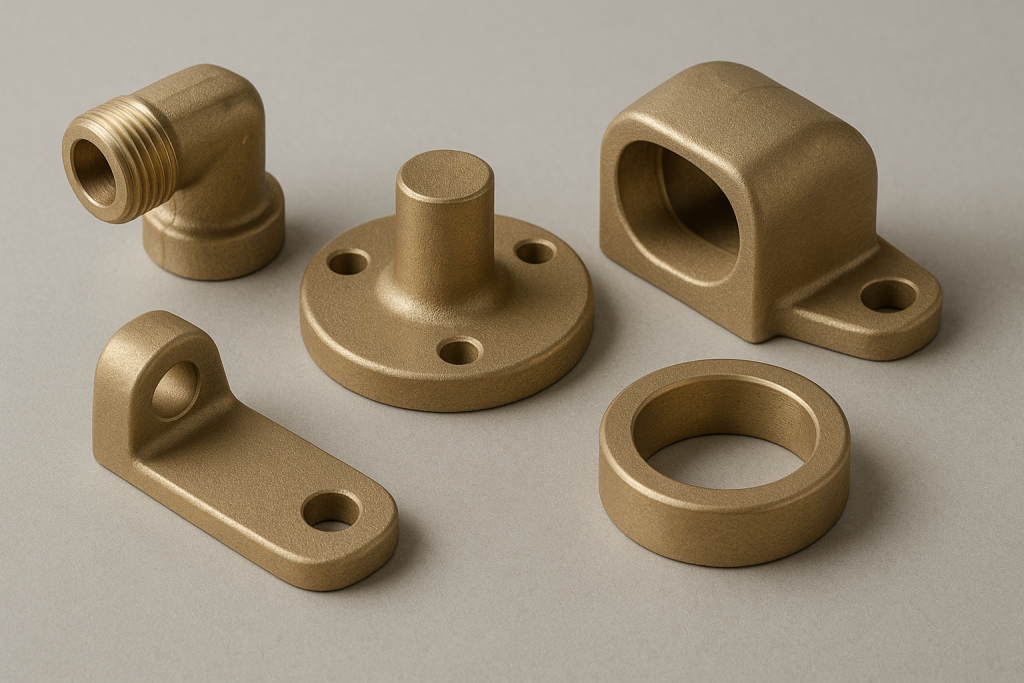
당사는 산업 응용 분야의 모래 주조 및 중력 주조를 지원하기 위해 모든 범위의 황동 주조 합금을 공급합니다.


| 합금 등급 | 주요 속성 | 일반적인 애플리케이션 | 부품 예시 |
|---|---|---|---|
| HPb59-1(C37700) | 열간 가공성이 매우 우수한 고강도 단조 황동, 단조 또는 주조 후 조밀한 구조 및 우수한 가공성 씰링 및 나사산 표면에 적합합니다. | 배관 및 HVAC 밸브 및 피팅, 가스 및 수도 제어 구성 요소, 펌프 및 컴프레서 부품 | 단조 밸브 본체, 앵글 밸브, 펌프 하우징 |
| HPb63-3(C36000) | 가공성과 칩 브레이킹이 뛰어난 자유 절삭 황동; 정밀 황동 부품의 고속 선삭에 이상적입니다. | 유압 및 공압 커넥터, 정밀 나사 인서트, 소형 밸브 및 기기 구성품 | 나사산 인서트, 호스 피팅, 밸브 스풀 |
| HPb61-1 | 가공성이 좋은 중간 강도의 납 황동, 적절한 내식성 및 안정적인 치수 정확도 가공 후 | 유압 어댑터, 가공 부싱, 중간 압력 유체 제어 구성 요소. | 부싱, 슬리브, 밸브 플러그 |
| H62(C28000) | 인성과 주조성이 균형 잡힌 중간 강도의 황동; 내마모성이 우수하고 후속 가공에 적합합니다. | 배관, 펌프 및 밸브 어셈블리의 구조용 황동 부품, 경량 기계 부품 | 밸브 시트, 커넥터 본체, 지지 브래킷 |
| H59 | 견고하고 경제적인 구조용 황동으로 열간 가공에 적합하며 견고한 하드웨어 및 피팅의 가공에 적합합니다. | 기계 부품, 배관 하드웨어, 플랜지 및 브래킷 일반 엔지니어링용. | 너트, 인서트, 플랜지 커넥터 |
| H65(C27000) | 냉간 및 고온 가공성이 우수한 중간 강도의 황동, 정밀 부품에 안정적인 가공성을 제공합니다. | 기계식 피팅, 시계 및 계측기 부품, 소형 하우징 및 커넥터 | 부싱, 정밀 링, 커넥터 셸 |
| H68(C26800) | 강도 대 연성비가 우수하고 성형 거동이 안정적입니다; 강성과 굽힘성이 모두 필요한 프로파일에 적합합니다. | 커넥터 본체, 장식 및 건축용 하드웨어, 일반 황동 구조 부품 | 커넥터 클립, 명판, 마운팅 브래킷 |
| H63(C27200) | 성형성이 뛰어나고 적당한 강도로 2차 가공이 필요한 부품에 적합 부품에 적합합니다. | 자동차 및 전기 하드웨어, 슬리브 및 쉘, 중간 정밀 부품 | 커넥터 셸, 스페이서 튜브, 페룰 |
| H70(C26000) | 냉간 성형 성능이 뛰어난 고연성 황동으로 굽힘 특성이 우수한 고탄성 황동. | 접점 부품, 유연한 커넥터 부품, 정밀 심 및 스프링과 같은 황동 부품. | 접점 단자, 정밀 심, 얇은 커넥터 스트립 |
| H85(C23000) | 구리 함량이 상대적으로 높은 황동으로 내식성 및 성형성이 우수하고 강도가 적당합니다. | 건축 및 장식용 하드웨어, 산업용 피팅, 기기 인클로저 | 밸브 커버, 장식 트림, 계기 하우징 |
| H90(C22000) | 연성과 내식성이 우수한 고구리 황동; 형상화된 프로파일 및 기능성 접촉 부품에 적합합니다. | 전기 및 전자 하드웨어, 조명 부품, 정밀 접촉 부품 | 접점 러그, 커넥터 링, 하드웨어 슬리브 |
| H96(C21000) | 구리 함량이 매우 높고 전기 및 열 전도성이 뛰어나며 전도성 및 대기 중 부식에 대한 저항성이 우수합니다. | 전기 연결 부품, 버스바, 열전달 및 접지 부품. | 접지 바, 커넥터 버스, 열전달 플레이트 |
| 기능 | 민허 황동 주조 |
|---|---|
| 최대 캐스팅 크기 |
일반적으로 최대 250 × 120 × 150mm 황동 주물의 경우; 지오메트리와 툴링을 기반으로 더 큰 컴포넌트를 평가할 수 있습니다. |
| 무게 범위 | 대략. 0.2 - 30kg 공정에 따라 부품당 (모래 주조/중력 주조). |
| 최소 벽 두께 |
황동 중력 주조는 일반적으로 다음을 지원합니다. 2.5-4.0mm 벽; 모래 주조에는 일반적으로 다음이 필요합니다. 4-6 mm. |
| 치수 허용 오차 |
애스 캐스트 정확도 주변 ISO 8062-3 CT7-CT9 황동 합금의 경우; CNC 가공을 통해 다음과 같은 정밀 기능을 구현할 수 있습니다. ±0.10-0.15 mm. |
| 표면 거칠기(캐스트) |
황동 주물은 일반적으로 다음을 달성합니다. Ra 6.3-25 μm as-cast; 가공된 표면은 Ra 1.6-3.2 μm. |
| 일반적인 리드 타임 |
샘플은 일반적으로 다음에서 준비됩니다. 10-12일 도구 승인 후 일반적으로 대량 생산 3-4주. |
| 연간 황동 주조 용량 | 황동 주조 용량을 합치면 약 1.5톤입니다. 1,800톤/년. |
| 지원되는 프로세스 |
모래 주조, 중력 주조, 열처리 및 전체 자체 CNC 가공. |
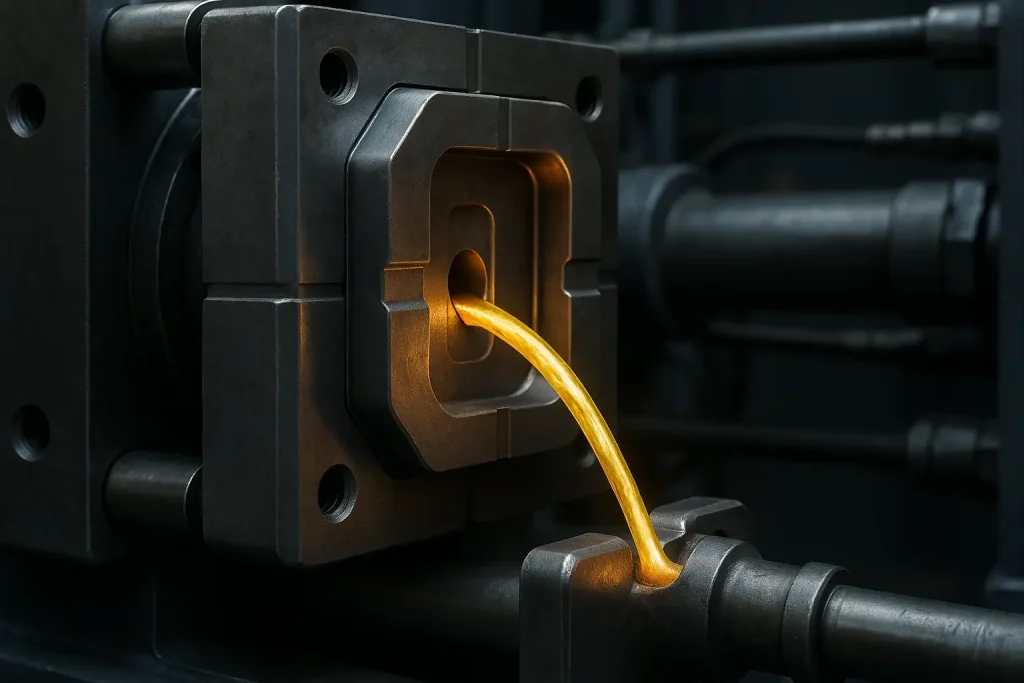
다이캐스팅은 고압에서 얇은 벽과 복잡한 형상을 제작할 수 있어 탁월한 치수 정확도와 일관성을 제공합니다.
공차 요구 사항이 엄격한 정밀 금속 부품을 대량으로 제조하는 데 이상적입니다.

중력 주조는 재사용 가능한 금속 주형과 중력 공급 주입을 사용하여 밀도를 높이고 안정적인 치수를 달성합니다.
이 공정은 중대형 구조 부품에 적합하며 고압 다이캐스팅보다 내부 결함을 줄이고 툴링 비용을 절감할 수 있습니다.
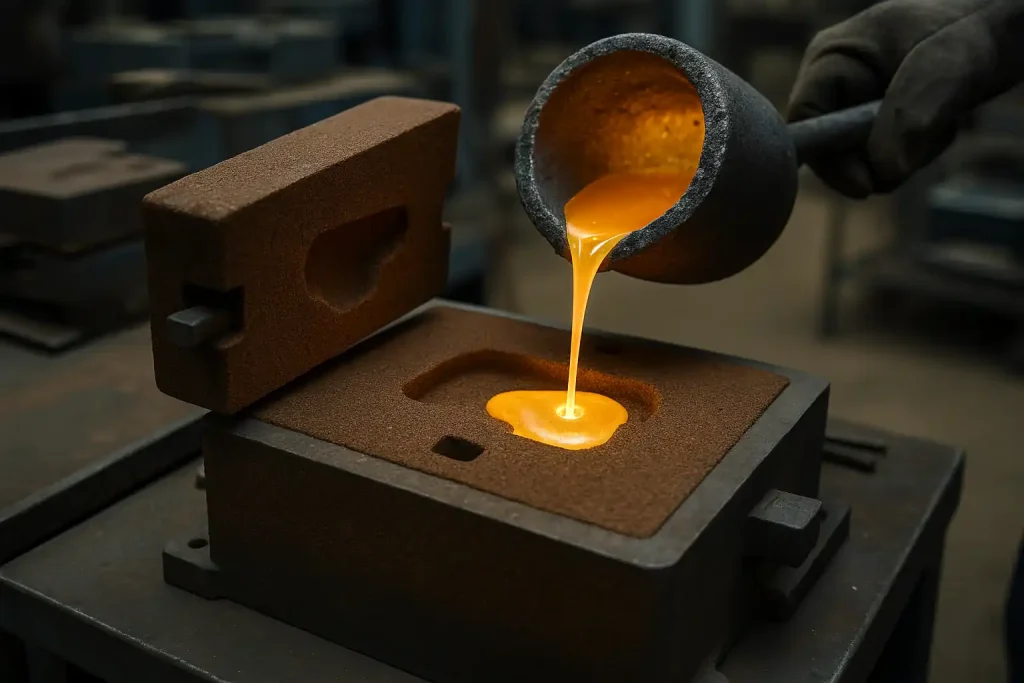
모래 주조는 용융 금속을 소모품인 모래 주형에 부어 부품을 성형하는 방식으로, 모양과 단면 두께를 보다 자유롭게 선택할 수 있습니다.
비용 효율성과 유연한 설계가 우선시되는 프로토타입, 소량 생산, 대형 구조 부품에 적합합니다.

황동은 다음 분야에서 널리 사용됩니다. 도어록, 경첩, 난간, 장식 트림 및 창문/문 하드웨어기계적인 내구성과 고급스러운 미적 매력을 모두 제공합니다.
자연적인 내식성으로 실외 건축 환경에서도 긴 서비스 수명을 지원합니다.
브라스 오퍼 뛰어난 전기 전도성, 치수 안정성 및 스파크 방지 성능에 이상적입니다. 버스 바, 접지 단자, 커넥터 및 스위치 기어 부품.
소비자 가전, 산업용 제어 시스템 및 고전압 장비에서 안정적인 전력 전송을 보장합니다.

펌프 본체, 밸브 시트, 정밀 피팅 및 나사산 커넥터에는 황동을 선호합니다.는 안정적인 가공성과 물, 기름, 비공격성 화학물질에 대한 부식 저항성을 갖추고 있습니다.
일반적인 애플리케이션에는 유압 밸브 어셈블리, 배관 피팅, 컴프레서 구성 요소, 가스 또는 물 제어 시스템 등이 있습니다.

재생 에너지 및 기존 전력 시스템에 중요한 이유는 다음과 같습니다. 가벼운 무게와 내후성. 태양광 패널 마운팅 프레임, 풍력 터빈 부품, 고전압 송전선 등이 이에 해당합니다.

때문에 프리미엄 마감, 내구성 및 내마모성황동은 일반적으로 수도꼭지, 위생 설비, 고급 하드웨어, 악기, 지퍼 및 정밀 수공구.
미적 감각과 안정적인 마모 성능을 결합한 제품입니다.

트리밍, 디버링, 샷 블라스팅 및 고압 세척을 통해 주조 플래시, 모래 잔여물 및 산화물 층을 제거하여 다음 가공 단계를 위한 깨끗하고 균일한 표면을 만듭니다.

합금 유형 및 주물의 성능 요구 사항에 따라 어닐링, 노멀라이징, 담금질, 템퍼링 또는 용액 노화 처리를 적용하여 강도와 치수 안정성을 향상시킵니다.

아노다이징, 도장, 파우더 코팅 또는 전자 코팅을 통해 내식성, 내마모성 및 최종 외관을 개선합니다. 이러한 마감 처리는 알루미늄 주물에 내구성 있는 애플리케이션별 보호 기능을 제공합니다.

황동 하우징

황동 브래킷

황동 펌프 본체

황동 밸브 본체

황동 기어박스 케이스

황동 구조 부품