
砂型鋳造は古くから広く使用されている金属成形技術ですが、経験豊富な鋳物職人でも様々な課題に直面します。鋳造欠陥は、製品の美観、構造的完全性、機能性を損なう可能性があるため、最もイライラさせられる問題のひとつです。このガイドでは、最も一般的な砂型鋳造欠陥の種類を体系的に紹介し、その根本原因を分析し、実用的な予防策と解決策を提供することで、高品質な鋳物の製造を支援します。
一般的な砂型鋳造の欠陥の種類
ガス気孔率(ブローホールとピンホール)

- 説明 鋳物の内部または表面に見られる円形または楕円形の空洞。
- 原因がある: 溶湯に閉じ込められたガス(水素、窒素など)や金型から発生したガス(水分など)が凝固中にスムーズに抜け出せない。
- 解決策 砂の浸透性をよくすること、中子を十分に焼くこと、乾燥した道具と設備を使うこと、注湯前に金属を脱ガスすること。
収縮不良
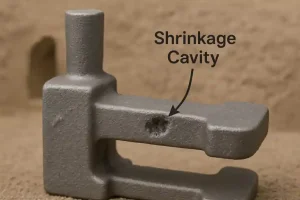
- 説明 内部または表面に見られる、鋭くギザギザのエッジを持つ不規則な形状のくぼみや空洞。
- 原因がある: 金属が凝固すると、体積が収縮する。この収縮に十分な液体金属がない場合、空洞が生じる。
- 解決策 ゲーティングとライザーシステムの設計を最適化する;ライザーを厚いセクションに配置する;方向性のある凝固を促進するためにチルを使用する。
砂とスラグの包含
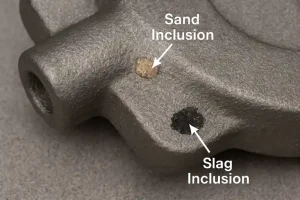
- 説明 鋳物内に埋め込まれた砂粒やスラグなどの非金属不純物。
- 原因がある: 溶湯の流れによって鋳型や中子が侵食されたり、溶解工程で生じたスラグが適切に除去されずに鋳型のキャビティに入り込んだりする。
- 解決策 砂の強度と締め固めを高め、スラグトラップやフィルターを備えた適切なゲートシステムを使用し、溶融中のスラグ除去を徹底する。
コールドシャット/ミスラン

- 説明 2つの金属の流れが適切に融合できなかった鋳造品。
- 原因がある: 注湯温度が低すぎて金属粘度が高くなる、注湯速度が遅すぎる、あるいはゲートシステムの設計が悪い。
- 解決策 注湯温度を上げ、金属をより速く注湯し、ゲート設計を最適化してスムーズな流れを実現する。
熱い涙/冷たい亀裂

- 説明 鋳物の表面に現れる線状のひび割れで、凝固中や鋳物が室温まで冷えるときにできる。
- 原因がある: 金型やコアは、金属の自然な収縮に対して過剰な抵抗を与え、内部応力を発生させてひび割れを引き起こす。
- 解決策 応力集中を避けるために鋳物の構造設計を最適化し、鋳型と中子の崩壊性を改善し、重要な部分に応力緩和手段を用いる。
一般的な予防戦略とベストプラクティス
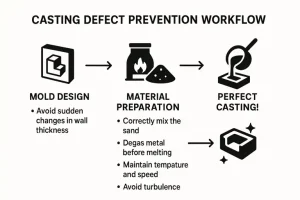
ソースから金型設計
- 肉厚の急激な変化を避ける 均一な凝固を確保するためである。
材料の準備と管理
- 砂を正しく混ぜて準備する 最適な透水性、強度、含水率を確保するためである。
- 溶解前の金属の前処理 (ガス抜きなど)。
注湯プロセスの正確な制御
- 適切な注湯温度と注湯速度を保つ。
- 乱気流を避けるための安全運転 ガスを閉じ込めることができる。
実践と学習
- 実地経験を積む 小規模な練習を通して。
- 欠陥の分析 根本的な原因を見つけるために。
結論
砂型鋳造において鋳造欠陥は避けられない課題ですが、その種類や原因、防止方法を理解することで、発生を大幅に抑えることができます。この知識をマスターすることで、鋳造技術が向上するだけでなく、完璧で高品質な作品を作るというやりがいのあるプロセスを楽しむことができます。


