砂型鋳造は、単純な装飾品から複雑な機械部品まで、多種多様な金属部品を作るために使用される、古くから伝わる多用途の金属成形技術です。このプロセスの基礎についてもっと知りたい方は、当社の記事をお読みください。 砂型鋳造とは?.成功する砂型を作ることは、鋳造プロセス全体の要です。このガイドでは、完璧な砂型の作り方をステップ・バイ・ステップで詳しく説明します。
砂型鋳造鋳型の特性とは?
-
屈折率注:鋳型に液体金属を流し込む際に、鋳型が流れ込むのを防ぐ機能。
-
透過性:鋳造工程では、発生した大量のガスを鋳型の外に放出する必要があります。そうしないと鋳造欠陥が発生する。
-
強さ:金型が移動、組み立て、溶湯注入などの外力を受ける場合、金型内外の形状を保持する必要がある。
-
折りたたみ性砂型鋳造用鋳型は、対象物が凝固したときに鋳型に邪魔されて反りやひび割れが生じないよう、弾力性がなければならない。
-
結束力:型からパターンを外した後、砂が元の形状を保つのを助ける。
必要な道具と材料

始める前に、以下の道具と材料を用意してください:
- 砂の成形:鋳物砂とも呼ばれ、鋳型の主材料となる。オイルボンド、レジンボンド、クレイボンド(グリーンサンドなど)などがある。
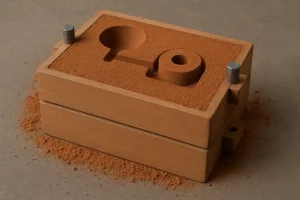
- フラスコ(成形ボックス):通常、コープ(上半分)とドラグ(下半分)の2つで構成される。
- パターン:鋳造したい部分の模型。木製、プラスチック製、金属製、3Dプリント製などがある。
- パーティングパウダー:砂が型に付着したり、2つの型の間に入り込んだりするのを防ぐために使用する。
- ラマー:成形砂を圧縮するための道具。
- コテまたはスリック:砂の表面を削って滑らかにする。
- スプルーとライザーピン:注水路と立ち上がり部の形成に使用される。
- ベントワイヤー:砂に通気孔を開ける。
- ブラシ:クリーニング用。
砂型鋳型の作り方
ステップ1:ドラグ(型の下半分)の準備

- フラスコを置く:ドラグを丈夫な作業台に平らに置き、開いている面を上に向ける。
- パターンの位置:型紙をフラスコの中にしっかりと入れます。片面鋳造の場合は、パターンの片面を下にして置きます。特に複雑な形状やアンダーカットがある場合は、ブラシを使ってパターンにパーティングパウダーを均一にまぶします。
- 砂を入れる:フラスコの縁の上に少し盛り上がるくらいまで、成形砂をすくい入れる。
- ラム・ザ・サンド:ランマーを使って、慎重にしっかりと砂を締め固める。パターンの周囲を軽く叩くことから始め、徐々に外側に向かって砂の密度が均一になるようにします。砂の固さが十分でないと、鋳物に欠陥が生じる可能性があり、固すぎると通気性が不足し、ガスの気孔が生じます。
- 表面から打ち落とす:フラスコの上端と表面が水平になるように、定規やこてを使って余分な砂を削り落とす。
ステップ2:コープの準備(型の上半分)

- パーティングパウダー:ドラグ内の砂の表面(パターンの露出部分を含む)に、パーティングパウダーをたっぷり均一にまぶす。これは、鋳型をきれいに切り離すための重要なステップである。
- コープの配置:ガイドピンの位置を合わせながら、コープをドラグの真上に慎重に置きます。
- インサートスプルーとライザーピン:スプルーピン(注湯溝用)とライザーピン(ガスと材料のオーバーフロー用)をパターンの表面に置きます。
- フィル&ラム:ステップ1の作業を繰り返し、コープの中に砂を入れ、しっかりと打ち込む。
- ベントホールを作る:余分な砂を取り除く。次に、ベントワイヤーを使って、鋳型の空洞を貫通しないように、鋳型の砂に小さな穴をいくつか開ける。この穴は、注湯中のガスの逃げ道となる。
ステップ3:型を開いてパターンを取り除く

- ピンを外す:スプルーとライザーピンを慎重にねじり、砂からまっすぐ引き抜く。
- 型を分ける:コ-プをゆっくりと真上に持ち上げ、ドラグから外す。パーティングパウダーは、両半分の砂が形を保ったまま、きれいに分離できるようにする。
- パターンの抽出:これで、鋳型の空洞が二つに分かれているのがわかります。ドロー・スパイクや他の道具を使って、型を慎重に砂から浮かせます。鋳型の空洞を傷つけないようにやさしく。
- キャビティを仕上げる:小さな道具やブラシで砂を落とし、鋳型の縁を滑らかにする。
ステップ4:ゲートシステムを作り、金型を閉じる
- 門を彫る:鋳型の手前半分に、工具や刃物を使ってスプルー穴の上部に湯口を彫る。次に、スプルーの底部から鋳型のキャビティまで湯道(または溝)を彫り、溶湯がスムーズに流れるようにする。
- コアを入れる(オプション):鋳物の内部に空洞や穴がある場合、鋳型内の指定された中子印刷に既製の砂中子を入れることができます。
- 型を閉じる:金型キャビティの両側が汚れていないことを確認する。アライメントピンを使って完全にはまるようにしながら、慎重にコープをドラグに戻す。注湯中にフラスコを固定するために、上部に重しを置くか、フラスコをクランプすることができます。
おめでとう! これで砂型は完成し、鋳造の準備が整った。
安全に関するヒント

- 成形砂や溶融金属を扱う際は、手袋、安全眼鏡、呼吸装置などの個人用保護具(PPE)を必ず着用してください。
- 注ぐ前に、作業場所の換気がよく、可燃物がないことを確認してください。
よくある質問 (FAQ)
Q1: どんな砂を使えばいいのですか? A1: ホビイストにとって最も一般的な砂は 緑地砂、粘土、水の混合物である。再利用可能で費用対効果が高く、形状をよく保持する。より高い強度を必要とする高度なプロジェクトには、オイルボンドやレジンボンドの砂を検討するとよいでしょう。
Q2: 砂型がバラバラになってしまいます。何がいけないのでしょうか? A2: これはよくある問題だ。通常、砂が十分に圧縮されていないか、乾燥しすぎていることを意味します。特に模様の周りにしっかりと砂を打ち込んでいることを確認してください。グリーンサンドを使用する場合は、少量の水を加えて凝集力を高めます。
Q3: 最終鋳造品にざらざらした表面やガス穴のような欠陥があるのはなぜですか? A3: 表面がザラザラしているのは、圧縮が不十分な砂や粗すぎる砂が原因であることが多い。ガス穴(気孔)は、通常、閉じ込められたガスが原因です。これを防ぐには、金型に十分な通気孔を設け、砂の通気性をよくしてください。適切なゲートシステムの設計も役立ちます。
Q4: 正しい砂の入れ方を知るにはどうしたらいいですか? A4: 砂を押し込んだ後、砂を触った感触がしっかりと固いものでなければならない。親指で砂を押してみて、深くやわらかいくぼみが残るようであれば、もっと打ち込む必要がある。砂がレンガのように固く、親指の跡がほとんどつかない場合は、砂が固すぎる可能性がある。
Q5: 砂型鋳造は自宅でできますか?
A5: はい、もちろんです。砂型鋳造は、自宅でできる素晴らしい趣味や小規模なプロジェクトです。基本的な道具(フラスコ、砂、溶解炉など)と適切な保護具が必要です。簡単な鉛やアルミニウムの部品を鋳造するような小さなプロジェクトから始めるのが、技術を習得する最善の方法です。作業を始める前に、必ずすべての安全手順を守り、換気のよい場所で作業してください。
キャスティング・プロジェクトを始める準備はできていますか?
砂型作りの基本がわかったところで、いよいよあなたのデザインに命を吹き込みましょう。簡単なプロトタイプからフル生産まで、当社の専門チームがお手伝いします。