1.アルミニウム鋳造公差が重要な理由
シーン紹介:
設計者は、"このハウジングを±0.1mmの公差で作ることはできますか?"と尋ねる。
エンジニアは、「それは、選択する鋳造工程によりますし、後加工があるかどうかにもよります」と答える。
寸法公差は、部品のはめあい、シール性、組立精度に直接影響します。鉄や鋼と異なり、アルミニウムは熱膨張が大きく、凝固・冷却時に変形しやすい傾向があります。
- 🎯 キーポイント
- アルミニウム鋳物は、合金の挙動により、鉄系部品よりも変化する。
- すべての公差が厳密である必要はない。
- プロセス-許容度-コストの関係を理解することは非常に重要である。
アルミニウム鋳造の公差が、適合性、密閉性、精度に影響を与える理由。
2.鋳造プロセスによる代表的な公差
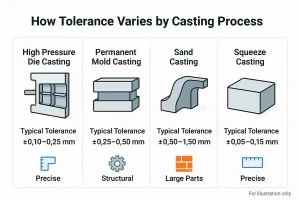
さまざまなアルミニウム鋳造プロセスにおける代表的な許容範囲:HPDC、砂型鋳造、永久鋳型、スクイズ鋳造。
| 鋳造プロセス | 標準公差 | 到達可能範囲 | 備考 |
|---|---|---|---|
| 高圧ダイカスト | ±0.10-0.25 mm | ±0.10 mm | 薄肉、精密部品に最適 |
| 永久鋳型鋳造 | ±0.25-0.50 mm | ±0.15 mm | 優れた再現性、中程度のコスト |
| 砂型鋳造 | ±0.8-1.5 mm | ±0.5 mm | 大型部品や単純部品に最適 |
| スクイーズ・キャスティング | ±0.05-0.15 mm | ±0.05 mm | 構造用高強度部品 |
✅ プロのアドバイス 厳しい公差が必要な場合は、「最初に鋳造し、後で機械加工する」方が良い場合が多い。
3.知っておきたいアルミ鋳造規格
ISO 8062: 鋳造公差等級(CT1~CT12)を定義します。アルミニウムの場合
- CT6:タイト(±0.3mm)
- CT7-CT8: 代表的なアプリケーション
- CT11: 砂型鋳造
NADCA #207: ダイカストを対象とし、より小さな部品についてはISOよりも具体的。
⚠️ よくある落とし穴: アルミニウムの収縮や金型のセットアップを考慮せずにやみくもにCTグレードを選択すると、問題が生じる可能性があります。
4.何が最終耐性に影響するのか?
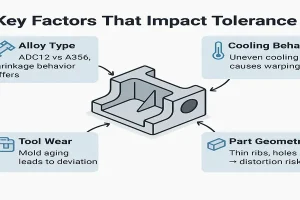
アルミニウム鋳造プロセスにおける寸法安定性に影響を与える主な要因。
- 合金タイプ: アルミニウムの等級が異なると(例えばADC12とA356)、収縮率が異なります。
- 冷却行動: 不均一な冷却は、反りや歪みの原因となります。
- ツールの摩耗とセットアップ: 金型の摩耗やアライメント不良は、徐々に公差ドリフトを引き起こす。
- 部品形状: 薄いリブ、穴、支持されていない部分はコントロールが難しい。
🧠 洞察力だ: "複雑な形状=リスクの高い次元"
5.寛容 vs コスト:ジャンプはどこにある?
"±0.1mmは欲しいが、予算は増やせない"
公差が厳しくなると、高価な工具が必要になったり、機械加工が追加されたりします。
賢いアプローチ:バルク形状には鋳造を使用し、クリティカルゾーンのみを機械加工する。
6.本当に±0.1mmを鋳造できるのか?
そうだ:
- 高圧ダイカスト(HPDC)またはスクイズキャストを使用する。
- 金型は制御された冷却で高精度
- クリティカルサーフェスは後加工
いや、もしそうならね:
- あなたは砂型鋳造を使っている
- 肉厚が薄い、または左右非対称
- 鋳造だけでシール面の精度を求めるのか
✅ プロのアドバイス ±0.1mmは達成可能だが、機械加工なしで達成できるとは思わないこと。
7.より良い公差のための設計ガイドライン
- ドラフト角度≥1°を使用
- 肉厚を一定に保つ
- 1.0~1.5mmの加工代を追加する。
- 支えのないリブや薄い壁は避ける
💡 デザイン・インサイト "精度は、加工に余裕を持たせることから始まる"
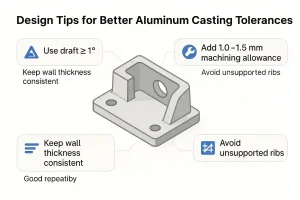
スマートな設計でアルミ鋳造の精度を向上させるヒント。
8.キャスティング後の調整
- CNC加工: 0.01~0.05mmを達成
- 熱処理: 反りを誘発する可能性がある。
- 表面仕上げ: 陽極酸化処理で5~25μmの層を追加
9.最終決定表
| 特徴 | 推奨許容範囲 | プロセス | 機械加工が必要 | コスト・レベル |
|---|---|---|---|---|
| 穴 Ø10-20 mm | ±0.10 mm | HPDC | はい | ★★★ |
| 平面 100×100 mm | ±0.25 mm | 永久金型 | いいえ | ★★ |
| 長さ300mm以上 | ±1.00 mm | 砂型鋳造 | いいえ | ★ |
10.結論と行動への呼びかけ
アルミ鋳造の公差は、機能するのに十分きつく、効率的に製造するのに十分ゆるいというバランスがすべてです。
"働くにはタイト、キャストするにはルーズ"




