Qu'est-ce que le bronze : définition, types, applications
Le bronze est un alliage à base de cuivre, dont l'élément central est l'étain. Ce rapport précis...
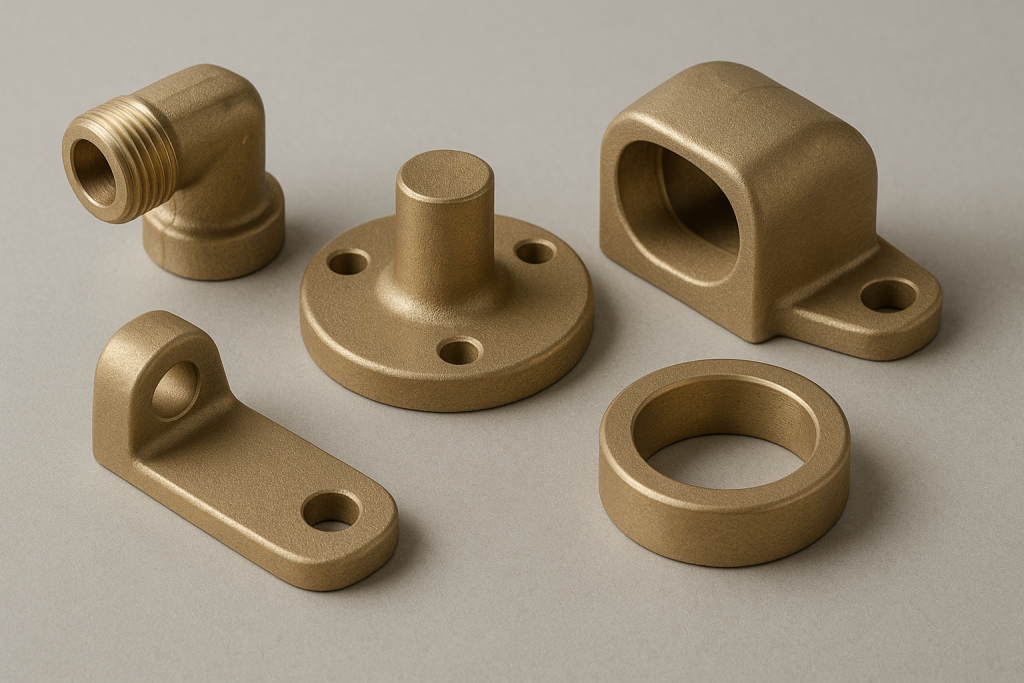
Nous fournissons une gamme complète d'alliages de laiton pour le moulage en sable et le moulage par gravité pour les applications industrielles.


| Grade de l'alliage | Propriétés principales | Applications typiques | Exemples de pièces |
|---|---|---|---|
| HPb59-1 (C37700) | Laiton forgé à haute résistance avec une très bonne aptitude au travail à chaud, structure dense après forgeage ou moulage, et bonne usinabilité pour les surfaces d'étanchéité et les surfaces filetées. | Vannes et raccords de plomberie et de CVC, composants de contrôle du gaz et de l'eau, pièces de pompes et de compresseurs. de l'eau, pièces de pompes et de compresseurs. | Corps de vanne forgé, vanne d'équerre, corps de pompe |
| HPb63-3 (C36000) | Laiton à coupe franche avec une excellente usinabilité et un excellent brise-copeaux ; idéal pour le tournage à grande vitesse de composants de précision en laiton. | Connecteurs hydrauliques et pneumatiques, inserts filetés de précision, petits composants de vannes et d'instruments. | Insert fileté, raccord de tuyau, bobine de soupape |
| HPb61-1 | Laiton au plomb de résistance moyenne présentant une bonne usinabilité, une bonne résistance à la corrosion et une précision dimensionnelle stable après usinage. | Adaptateurs hydrauliques, bagues usinées, composants de contrôle des fluides à moyenne pression. de contrôle des fluides à moyenne pression. | Douille, manchon, bouchon de valve |
| H62 (C28000) | Laiton de résistance moyenne avec une ténacité et une coulabilité équilibrées ; bonne résistance à l'usure et convient à l'usinage ultérieur. | Pièces structurelles en laiton dans les assemblages de plomberie, de pompes et de vannes, et les composants mécaniques légers. | Siège de soupape, corps de connecteur, support de fixation |
| H59 | Laiton de construction solide et économique, adapté au travail à chaud et à l'usinage de ferrures et d'accessoires robustes. et l'usinage de ferrures et d'accessoires robustes. | Composants de machines, quincaillerie de plomberie, brides et supports pour l'ingénierie générale. | Écrou, insert, connecteur à bride |
| H65 (C27000) | Laiton de résistance moyenne présentant une bonne aptitude à l'usinage à froid et à chaud, offrant une usinabilité fiable pour les composants de précision. | Raccords mécaniques, composants de montres et d'instruments, petits boîtiers et connecteurs. | Douille, anneau de précision, enveloppe de connecteur |
| H68 (C26800) | Bon rapport résistance/ductilité et comportement stable au formage ; convient aux profils nécessitant à la fois rigidité et pliabilité. | Corps de connecteurs, quincaillerie décorative et architecturale, pièces structurelles générales en laiton. | Clip de connecteur, plaque signalétique, support de montage |
| H63 (C27200) | Nuance de laiton polyvalente avec une excellente formabilité et une résistance modérée. résistance modérée ; convient pour les pièces nécessitant un usinage secondaire. | Quincaillerie automobile et électrique, manchons et coquilles, composants de moyenne précision. | Coquille de connecteur, tube d'écartement, ferrule |
| H70 (C26000) | Laiton à haute ductilité avec d'excellentes performances de formage à froid et de bonnes propriétés de cintrage. et de bonnes propriétés de pliage. | Composants de contact, pièces de connexion flexibles, des cales de précision et des éléments en laiton ressemblant à des ressorts. | Borne de contact, cale de précision, bande de connexion mince |
| H85 (C23000) | Laiton à teneur relativement élevée en cuivre, offrant une bonne résistance à la corrosion, une bonne aptitude à la déformation et une résistance mécanique modérée. | Quincaillerie architecturale et décorative, accessoires industriels, boîtiers d'instruments. | Couvercle de soupape, garniture décorative, boîtier d'instruments |
| H90 (C22000) | Laiton à haute teneur en cuivre présentant une bonne ductilité et une bonne résistance à la corrosion ; convient pour les profils façonnés et les pièces de contact fonctionnelles. | Matériel électrique et électronique, composants d'éclairage, pièces de contact de précision. | Cosse de contact, anneau de connexion, douille de fixation |
| H96 (C21000) | Très haute teneur en cuivre, excellente conductivité électrique et thermique électrique et thermique, et une bonne résistance à la corrosion atmosphérique. | Composants de connexion électrique, barres omnibus, pièces de transfert de chaleur et de mise à la terre. pièces de mise à la terre. | Barre de mise à la terre, bus de connexion, plaque de transfert de chaleur |
| Capacité | Minhe Brass Casting |
|---|---|
| Taille maximale de la coulée |
En général, jusqu'à 250 × 120 × 150 mm pour les pièces en laiton ; les composants plus importants peuvent être évalués sur la base de la géométrie et de l'outillage. |
| Gamme de poids | Approx. 0,2 - 30 kg par pièce en fonction du procédé (moulage en sable / moulage par gravité). |
| Épaisseur minimale de la paroi |
La coulée par gravité en laiton supporte généralement 2,5-4,0 mm murs ; Le moulage en sable nécessite généralement 4-6 mm. |
| Tolérance dimensionnelle |
Précision telle que coulée autour de ISO 8062-3 CT7-CT9 pour les alliages de laiton ; L'usinage CNC permet d'obtenir des caractéristiques de précision jusqu'à ±0,10-0,15 mm. |
| Rugosité de la surface (telle que coulée) |
Les pièces moulées en laiton atteignent généralement Ra 6.3-25 μm en tant que casting ; Les surfaces usinées peuvent atteindre Ra 1,6-3,2 μm. |
| Délai typique |
Les échantillons sont généralement prêts en 10-12 jours après approbation de l'outil ; production de masse généralement 3-4 semaines. |
| Capacité annuelle de coulée de laiton | Capacité combinée de coulée de laiton d'environ 1 800 tonnes / an. |
| Processus soutenus |
Coulée en sable, coulée par gravité, traitement thermique et usinage CNC en interne. |
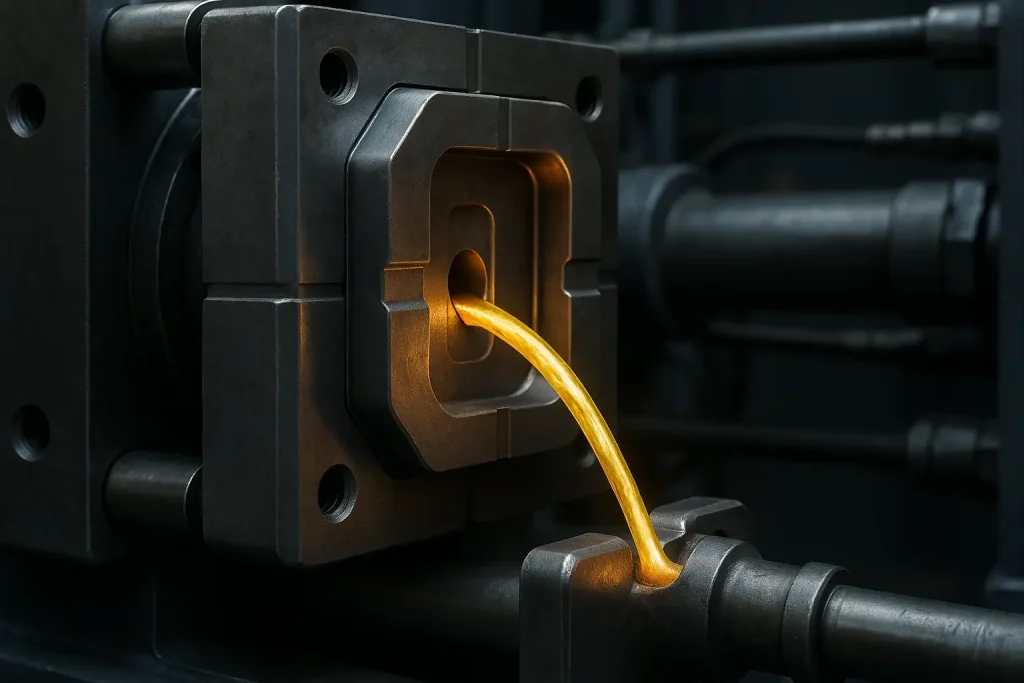
Le moulage sous pression permet de produire des parois minces et des géométries complexes sous haute pression, avec une précision et une cohérence dimensionnelles exceptionnelles.
Elle est idéale pour la fabrication en grande quantité de pièces métalliques de précision avec des exigences de tolérance strictes.

La coulée par gravité utilise des moules métalliques réutilisables et une coulée par gravité pour obtenir une meilleure densité et des dimensions stables.
Ce procédé convient aux pièces structurelles de taille moyenne à grande, car il permet de réduire les défauts internes et les coûts d'outillage par rapport au moulage sous haute pression.
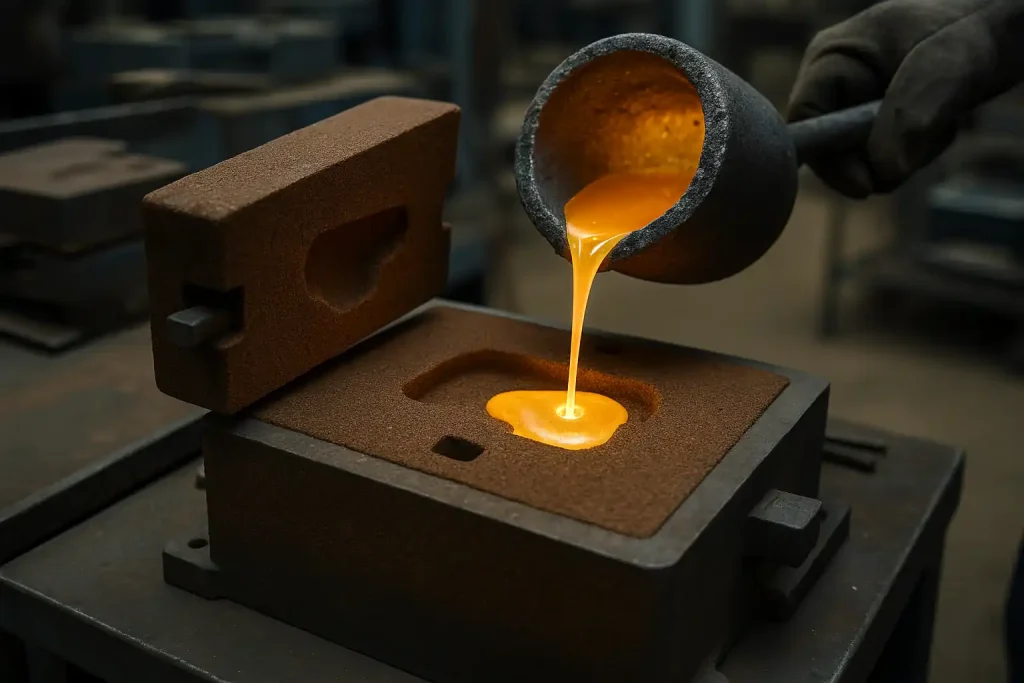
Le moulage en sable permet de former des pièces en versant du métal en fusion dans des moules en sable non réutilisables, ce qui offre une plus grande liberté en matière de forme et d'épaisseur des sections.
Il convient aux prototypes, à la production de faibles volumes et aux composants structurels de grande taille pour lesquels la rentabilité et la flexibilité de la conception sont des priorités.

Le laiton est largement utilisé dans les serrures de porte, les charnières, les garde-corps, les garnitures décoratives et la quincaillerie de fenêtre/porteLes produits de la gamme sont fabriqués en acier inoxydable, ce qui leur confère à la fois une durabilité mécanique et un attrait esthétique de premier ordre.
Sa résistance naturelle à la corrosion lui confère une longue durée de vie dans les environnements architecturaux extérieurs.
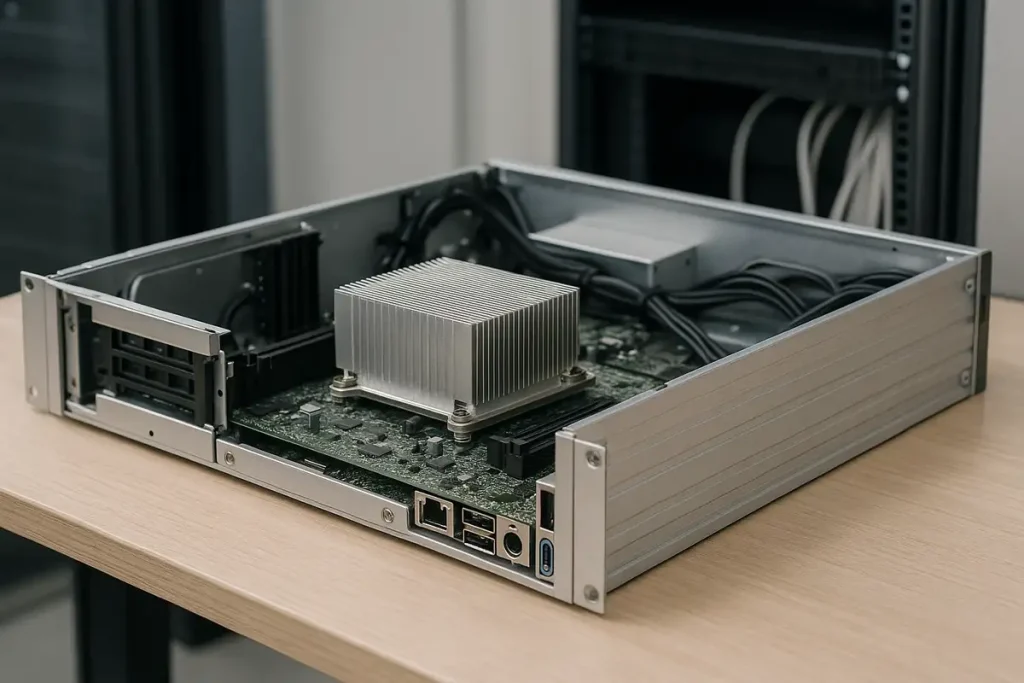
Offres en laiton excellente conductivité électrique, stabilité dimensionnelle et performances anti-étincellesIl s'agit donc d'une solution idéale pour barres omnibus, bornes de mise à la terre, connecteurs et pièces d'appareillage de commutation.
Il assure un transfert d'énergie fiable dans l'électronique grand public, les systèmes de contrôle industriels et les équipements à haute tension.

Le laiton est préféré pour les corps de pompe, les sièges de soupape, les raccords de précision et les connecteurs filetés.L'acier inoxydable est un produit de qualité supérieure, en raison de son usinabilité stable et de sa résistance à la corrosion dans l'eau, les huiles et les produits chimiques non agressifs.
Les applications courantes comprennent les assemblages de vannes hydrauliques, les raccords de plomberie, les composants de compresseurs et les systèmes de contrôle du gaz ou de l'eau.

Crucial pour les systèmes d'énergie renouvelables et traditionnels, principalement en raison de son légèreté et résistance aux intempéries. Les applications comprennent les cadres de montage des panneaux solaires, les composants des éoliennes et les lignes de transmission à haute tension.

En raison de son finition de qualité supérieure, durabilité et résistance au frottementLe laiton est couramment utilisé dans robinets, accessoires sanitaires, quincaillerie de luxe, instruments de musique, fermetures à glissière et outils à main de précision.
Il allie l'esthétique à une performance d'usure fiable.

Élimine les bavures de coulée, les résidus de sable et les couches d'oxyde par ébarbage, ébavurage, grenaillage et nettoyage à haute pression, créant ainsi une surface propre et uniforme pour les étapes de traitement suivantes.

Améliore la résistance et la stabilité dimensionnelle en appliquant des traitements de recuit, de normalisation, de trempe, de revenu ou de vieillissement en solution, en fonction du type d'alliage et des exigences de performance de la pièce moulée.

Améliore la résistance à la corrosion, la protection contre l'usure et l'aspect final grâce à l'anodisation, la peinture, le revêtement par poudre ou le revêtement électronique. Ces finitions offrent une protection durable et spécifique à l'application pour les pièces moulées en aluminium.

Boîtier en laiton

Support en laiton

Corps de pompe en laiton

Corps de vanne en laiton

Boîtier de boîte de vitesses en laiton

Pièce structurelle en laiton

Le bronze est un alliage à base de cuivre, dont l'élément central est l'étain. Ce rapport précis...

Le bronze et le laiton sont deux alliages de cuivre courants, mais ils présentent des différences significatives en termes de composition,...
La fonte grise est un alliage de fer et de carbone qui doit son nom à sa surface de rupture grise. L'article...