1. L'importance des tolérances pour la fonderie d'aluminium
Introduction de la scène :
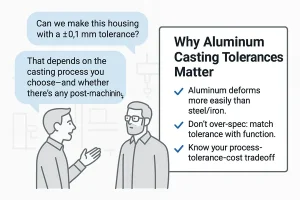
Le concepteur demande : "Pouvons-nous fabriquer ce boîtier avec une tolérance de ±0,1 mm ?".
L'ingénieur répond : "Cela dépend du procédé de moulage choisi et de l'existence ou non d'un usinage ultérieur."
Les tolérances dimensionnelles influencent directement l'ajustement des pièces, l'étanchéité et la précision de l'assemblage. Contrairement au fer ou à l'acier, l'aluminium présente une dilatation thermique plus élevée et tend à se déformer plus facilement pendant la solidification et le refroidissement.
- 🎯 Points clés
- Les pièces moulées en aluminium varient davantage que les pièces ferreuses en raison du comportement de l'alliage.
- Il n'est pas nécessaire que toutes les tolérances soient strictes - la conception doit tenir compte de la fonction.
- Il est essentiel de comprendre la relation entre le processus, la tolérance et le coût.
Pourquoi les tolérances des pièces moulées en aluminium ont un impact sur l'ajustement, l'étanchéité et la précision.
2. Tolérances typiques selon le procédé de coulée
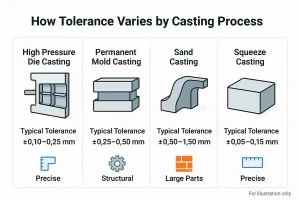
Plages de tolérance typiques des différents procédés de moulage de l'aluminium : HPDC, moulage en sable, moulage permanent et moulage par compression.
| Processus de coulée | Tolérance typique | Fourchette réalisable | Notes |
|---|---|---|---|
| Moulage sous pression | ±0,10-0,25 mm | ±0,10 mm | Idéal pour les parois minces et les pièces de précision |
| Moulage en moule permanent | ±0,25-0,50 mm | ±0,15 mm | Bonne répétabilité, coût modéré |
| Moulage au sable | ±0,8-1,5 mm | ±0,5 mm | Convient aux pièces simples ou de grande taille |
| Squeeze Casting | ±0,05-0,15 mm | ±0,05 mm | Composants structurels à haute résistance |
✅ Conseil de pro : Il est souvent préférable de "couler d'abord, usiner ensuite" lorsque des tolérances serrées sont nécessaires.
3. Normes de fonderie d'aluminium à connaître
ISO 8062 : Définit les grades de tolérance de coulée (CT1-CT12). Pour l'aluminium :
- CT6 : serré (±0,3 mm)
- CT7-CT8 : Applications typiques
- CT11 : Coulée brute en sable
NADCA #207 : Ciblé sur le moulage sous pression ; plus spécifique que l'ISO pour les petites pièces.
⚠️ Piège courant : Choisir aveuglément des qualités de CT sans tenir compte du retrait de l'aluminium et de la configuration du moule peut entraîner des problèmes.
4. Quels sont les facteurs qui influencent la tolérance finale ?
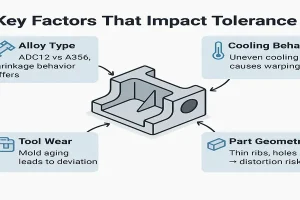
Facteurs clés qui influencent la stabilité dimensionnelle dans les processus de moulage de l'aluminium.
- Type d'alliage : Les différentes qualités d'aluminium (par exemple, ADC12 par rapport à A356) ont des taux de rétrécissement différents.
- Comportement de refroidissement : Un refroidissement inégal peut entraîner des déformations et des distorsions.
- Usure et réglage des outils : L'usure du moule ou un mauvais alignement entraîne une dérive progressive de la tolérance.
- Géométrie de la pièce : Les nervures fines, les trous et les sections non soutenues sont plus difficiles à contrôler.
🧠 Aperçu : "Géométrie complexe = dimension à haut risque".
5. Tolérance et coût : Où se situe le saut ?
"Je veux ±0,1 mm, mais je ne peux pas augmenter le budget.
Des tolérances plus strictes signifient souvent un outillage plus coûteux ou un usinage supplémentaire - attendez-vous à 20-50% un coût plus élevé par étape.
Approche intelligente : utiliser le moulage pour la forme globale, n'usiner que les zones critiques.
6. Peut-on vraiment couler ±0,1 mm ?
Oui, si :
- Vous utilisez le moulage sous haute pression (HPDC) ou le moulage par compression (squeeze casting)
- Le moule est de haute précision avec un refroidissement contrôlé.
- Les surfaces critiques sont usinées par la suite
Non, si :
- Vous utilisez la coulée de sable
- L'épaisseur de la paroi est faible ou asymétrique
- Vous attendez de la précision de la seule coulée sur les surfaces d'étanchéité
✅ Conseil de pro : Il est possible d'obtenir ±0,1 mm, mais il ne faut pas s'attendre à ce que cela se fasse sans usinage.
7. Lignes directrices de conception pour de meilleures tolérances
- Utiliser des angles de dépouille ≥ 1°
- Maintenir une épaisseur de paroi constante
- Ajouter 1,0-1,5 mm de surépaisseur d'usinage
- Éviter les nervures non soutenues ou les parois minces
💡 Aperçu de la conception : "La précision commence par l'espace nécessaire à l'usinage".
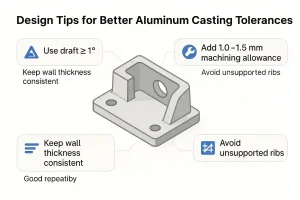
Conseils pour améliorer la précision du moulage de l'aluminium grâce à une conception intelligente.
8. Ajustements après la coulée
- Usinage CNC : Obtention de ±0,01-0,05 mm
- Traitement thermique : Peut induire des déformations - les tolérances doivent être revérifiées.
- Finition de la surface : L'anodisation ajoute une couche de 5-25 μm
9. Tableau de décision finale
| Fonctionnalité | Tolérance suggérée | Processus | Usinage nécessaire | Niveau de coût |
|---|---|---|---|---|
| Trou Ø10-20 mm | ±0,10 mm | HPDC | Oui | ★★★ |
| Surface plane 100×100 mm | ±0,25 mm | Moule permanent | Non | ★★ |
| Longueur >300 mm | ±1,00 mm | Moulage au sable | Non | ★ |
10. Conclusion et appel à l'action
Les tolérances des pièces moulées en aluminium sont une question d'équilibre - suffisamment serrées pour fonctionner, suffisamment lâches pour être fabriquées efficacement.
"Assez serré pour travailler, assez lâche pour lancer".




