1. Por qué son importantes las tolerancias en la fundición de aluminio
Introducción de la escena:
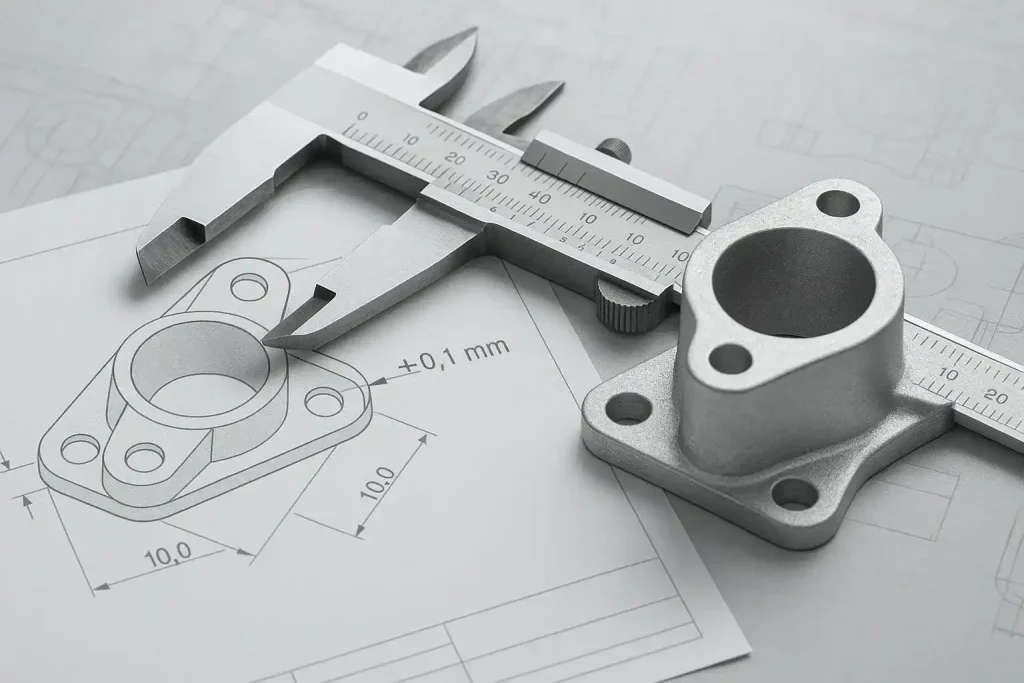
El diseñador pregunta: "¿Podemos fabricar esta carcasa con una tolerancia de ±0,1 mm?".
El ingeniero responde: "Eso depende del proceso de fundición que elija, y de si hay algún mecanizado posterior".
Las tolerancias dimensionales influyen directamente en el ajuste de las piezas, la capacidad de sellado y la precisión del montaje. A diferencia del hierro o el acero, el aluminio tiene una mayor dilatación térmica y tiende a deformarse más fácilmente durante la solidificación y el enfriamiento.
- 🎯 Puntos clave
- Las piezas fundidas de aluminio varían más que las piezas ferrosas debido al comportamiento de la aleación.
- No todas las tolerancias deben ser estrictas: diseñe pensando en la función.
- Comprender la relación proceso-tolerancia-coste es fundamental.
Por qué las tolerancias de la fundición de aluminio influyen en el ajuste, la estanquidad y la precisión.
2. Tolerancias típicas por proceso de fundición
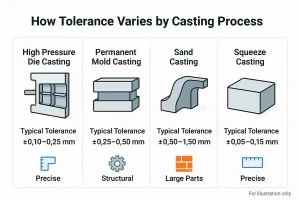
Márgenes de tolerancia típicos de los distintos procesos de fundición de aluminio: HPDC, fundición en arena, molde permanente y fundición a presión.
| Proceso de fundición | Tolerancia típica | Rango alcanzable | Notas |
|---|---|---|---|
| Fundición inyectada a alta presión | ±0,10-0,25 mm | ±0,10 mm | Ideal para paredes finas y piezas de precisión |
| Fundición en molde permanente | ±0,25-0,50 mm | ±0,15 mm | Buena repetibilidad, coste moderado |
| Fundición en arena | ±0,8-1,5 mm | ±0,5 mm | Adecuado para piezas grandes o sencillas |
| Moldeo por compresión | ±0,05-0,15 mm | ±0,05 mm | Componentes estructurales de alta resistencia |
✅ Consejo profesional: A menudo es mejor "fundir primero y mecanizar después" cuando se necesitan tolerancias estrechas.
3. Normas de fundición de aluminio que debe conocer
ISO 8062: Define los grados de tolerancia de fundición (CT1-CT12). Para aluminio:
- CT6: Estanco (±0,3 mm)
- CT7-CT8: Aplicaciones típicas
- CT11: Fundición en arena en bruto
NADCA #207: Dirigido a la fundición a presión; más específico que ISO para piezas más pequeñas.
⚠️ Error común: La selección ciega de grados de TC sin tener en cuenta la contracción del aluminio y la configuración del molde puede ocasionar problemas.
4. ¿Qué afecta a la tolerancia final?
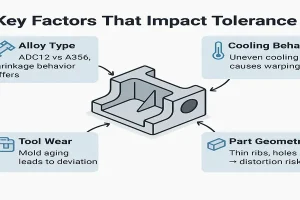
Factores clave que influyen en la estabilidad dimensional en los procesos de fundición de aluminio.
- Tipo de aleación: Los diferentes grados de aluminio (por ejemplo, ADC12 frente a A356) tienen diferentes tasas de contracción.
- Comportamiento de enfriamiento: Un enfriamiento desigual puede provocar deformaciones.
- Desgaste de herramientas y puesta a punto: El desgaste del molde o una mala alineación provocan una desviación gradual de la tolerancia.
- Geometría de la pieza: Las costillas finas, los agujeros y las secciones sin soporte son más difíciles de controlar.
🧠 Perspicacia: "Geometría compleja = dimensión de alto riesgo".
5. Tolerancia frente a coste: ¿Dónde está el salto?
"Quiero ±0,1 mm, pero no puedo aumentar el presupuesto".
Las tolerancias más estrictas suelen implicar herramientas más caras o mecanizado adicional, lo que supone un mayor coste por paso.
Enfoque inteligente: utilizar la fundición para la forma a granel, mecanizar sólo las zonas críticas.
6. ¿Puede realmente fundir ±0,1 mm?
Sí, si:
- Se utiliza la fundición a alta presión (HPDC) o la fundición a presión
- El molde es de alta precisión con refrigeración controlada
- Las superficies críticas se mecanizan después
No, si:
- Estás usando arena de moldeo
- El grosor de la pared es fino o asimétrico
- Usted espera precisión sólo de la fundición en las superficies de sellado
✅ Consejo profesional: ±0,1 mm es posible, pero no espere conseguirlo sin mecanizar.
7. Directrices de diseño para mejorar las tolerancias
- Utilizar ángulos de calado ≥ 1°.
- Mantener la consistencia del grosor de las paredes
- Añadir 1,0-1,5 mm de tolerancia de mecanizado
- Evitar costillas sin soporte o paredes delgadas
💡 Perspectiva del diseño: "La precisión empieza por dejar espacio para el mecanizado".
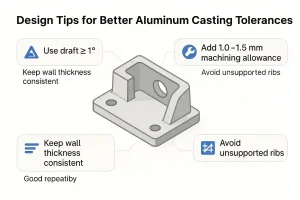
Consejos para mejorar la precisión de la fundición de aluminio mediante un diseño inteligente.
8. Ajustes posteriores al casting
- Mecanizado CNC: Alcanza ±0,01-0,05 mm
- Tratamiento térmico: Puede inducir alabeo - deben verificarse de nuevo las tolerancias
- Acabado superficial: El anodizado añade una capa de 5-25 μm
9. Tabla de decisiones finales
| Característica | Tolerancia sugerida | Proceso | Mecanizado necesario | Nivel de costes |
|---|---|---|---|---|
| Agujero Ø10-20 mm | ±0,10 mm | HPDC | Sí | ★★★ |
| Superficie plana 100×100 mm | ±0,25 mm | Molde permanente | No | ★★ |
| Longitud >300 mm | ±1,00 mm | Fundición en arena | No | ★ |
10. Conclusión y llamada a la acción
Las tolerancias de la fundición de aluminio se basan en el equilibrio: lo suficientemente ajustadas para funcionar y lo suficientemente holgadas para fabricar con eficacia.
"Lo suficientemente ajustado para trabajar, lo suficientemente suelto para lanzar".




