
Sandguss ist eine uralte und weit verbreitete Technik der Metallformung, aber selbst erfahrene Gießereiarbeiter stehen vor verschiedenen Herausforderungen. Gussfehler gehören zu den frustrierendsten Problemen, da sie die Ästhetik, strukturelle Integrität und Funktionalität eines Produkts beeinträchtigen können. Dieser Leitfaden stellt systematisch die häufigsten Arten von Sandgussfehlern vor, analysiert ihre Ursachen und bietet praktische Präventions- und Lösungsstrategien, die Ihnen helfen, qualitativ hochwertige Gussteile herzustellen.
Häufige Arten von Sandgussfehlern
Gasporosität (Blowholes & Pinholes)

- Beschreibung: Runde oder ovale Hohlräume innerhalb oder auf der Oberfläche des Gussstücks.
- Die Ursachen: Gase, die in der Metallschmelze eingeschlossen sind (z. B. Wasserstoff, Stickstoff), oder Gase, die in der Form entstehen (z. B. durch Feuchtigkeit), können beim Erstarren nicht reibungslos entweichen.
- Lösungen: Stellen Sie sicher, dass der Sand eine gute Durchlässigkeit aufweist, backen Sie die Kerne gründlich aus, verwenden Sie trockene Werkzeuge und Geräte und entgasen Sie das Metall vor dem Gießen.
Schrumpfungsdefekte
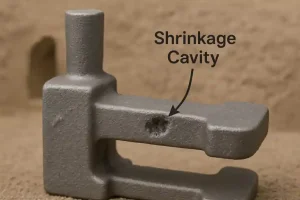
- Beschreibung: Unregelmäßig geformte Vertiefungen oder Hohlräume mit scharfen, gezackten Kanten, die im Inneren oder an der Oberfläche zu finden sind.
- Die Ursachen: Wenn das Metall erstarrt, schrumpft sein Volumen. Wenn nicht genügend flüssiges Metall vorhanden ist, um die Schrumpfung zu unterstützen, entsteht ein Hohlraum.
- Lösungen: Optimieren Sie das Design des Anschnitts und des Speisersystems; platzieren Sie Speiser in dickeren Abschnitten; verwenden Sie Kühlungen, um die gerichtete Erstarrung zu fördern.
Einschluss von Sand und Schlacke
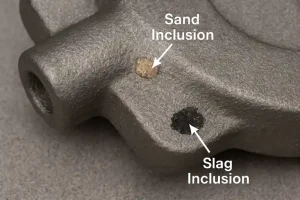
- Beschreibung: Nichtmetallische Verunreinigungen, wie z. B. Sandkörner oder Schlacke, die im Gussstück eingebettet sind.
- Die Ursachen: Die Form oder der Kern wird durch den Fluss des geschmolzenen Metalls erodiert, oder die Schlacke aus dem Schmelzprozess wird nicht ordnungsgemäß entfernt und gelangt in den Formhohlraum.
- Lösungen: Erhöhen Sie die Festigkeit und Verdichtung des Sandes, verwenden Sie ein geeignetes Anschnittsystem mit Schlackenfängern oder -filtern und sorgen Sie für eine gründliche Schlackenentfernung beim Schmelzen.
Cold Shut / Fehlläufe

- Beschreibung: Eine gut definierte Linie oder ein Riss mit abgerundeten Kanten auf der Gussoberfläche, wo zwei Metallströme nicht richtig verschmolzen sind, oder ein unvollständiger Guss.
- Die Ursachen: Die Gießtemperatur ist zu niedrig, was zu einer hohen Metallviskosität führt; die Gießgeschwindigkeit ist zu langsam; oder das Anschnittsystem ist schlecht konstruiert.
- Lösungen: Erhöhen Sie die Gießtemperatur, gießen Sie das Metall schneller und optimieren Sie die Anschnittkonstruktion für einen reibungslosen Ablauf.
Heiße Tränen / Kalte Risse

- Beschreibung: Lineare Risse auf der Gussoberfläche, die sich während der Erstarrung oder beim Abkühlen des Gussteils auf Raumtemperatur bilden können.
- Die Ursachen: Die Form oder der Kern bietet der natürlichen Schrumpfung des Metalls einen zu großen Widerstand, was zu inneren Spannungen und damit zu Rissen führt.
- Lösungen: Optimieren Sie die strukturelle Konstruktion des Gussteils, um Spannungskonzentrationen zu vermeiden, verbessern Sie die Einfallfähigkeit der Form und der Kerne und verwenden Sie spannungsentlastende Maßnahmen in kritischen Bereichen.
Allgemeine Präventionsstrategien und bewährte Praktiken
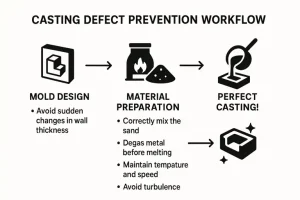
Von der Quelle: Formenbau
- Vermeiden Sie plötzliche Änderungen der Wandstärke um eine gleichmäßige Verfestigung zu gewährleisten.
Materialvorbereitung und -kontrolle
- Richtiges Mischen und Vorbereiten des Sandes um eine optimale Durchlässigkeit, Festigkeit und einen optimalen Feuchtigkeitsgehalt zu gewährleisten.
- Vorbehandlung von Metall vor dem Schmelzen (z. B. Entgasung).
Präzise Kontrolle des Gießvorgangs
- Halten Sie die richtige Gießtemperatur und -geschwindigkeit ein.
- Sicher arbeiten, um Turbulenzen zu vermeiden die Gase einschließen können.
Praxis und Lernen
- Praktische Erfahrungen sammeln durch Praxis in kleinem Maßstab.
- Analysieren von Mängeln um die Ursache zu finden.
Schlussfolgerung
Gussfehler sind eine unvermeidliche Herausforderung beim Sandguss, aber wenn Sie ihre Arten, Ursachen und Vorbeugungsmethoden kennen, können Sie ihr Auftreten erheblich reduzieren. Wenn Sie dieses Wissen beherrschen, werden Sie nicht nur Ihre Gießfertigkeiten verbessern, sondern auch den lohnenden Prozess genießen können, ein perfektes, hochwertiges Stück zu schaffen.


