Designing effective castings for sand molds requires a combination of technical knowledge, manufacturing awareness, and practical foresight. This guide explores the essential design principles, common challenges, and proven best practices to help engineers and foundry professionals optimize castability and performance.
Understand the Sand Casting Process First
Before designing any component, it’s important to understand the sand casting process and its implications:
- Mold Composition: Sand molds are less rigid than metal molds. The geometry must accommodate lower structural support.
- Dimensional Tolerance: Tolerances are broader compared to investment casting or CNC machining.
- Surface Finish: Surface texture depends on sand grain size; further machining may be required for critical areas.
Accounting for these characteristics early helps prevent defects and reduce rework costs.
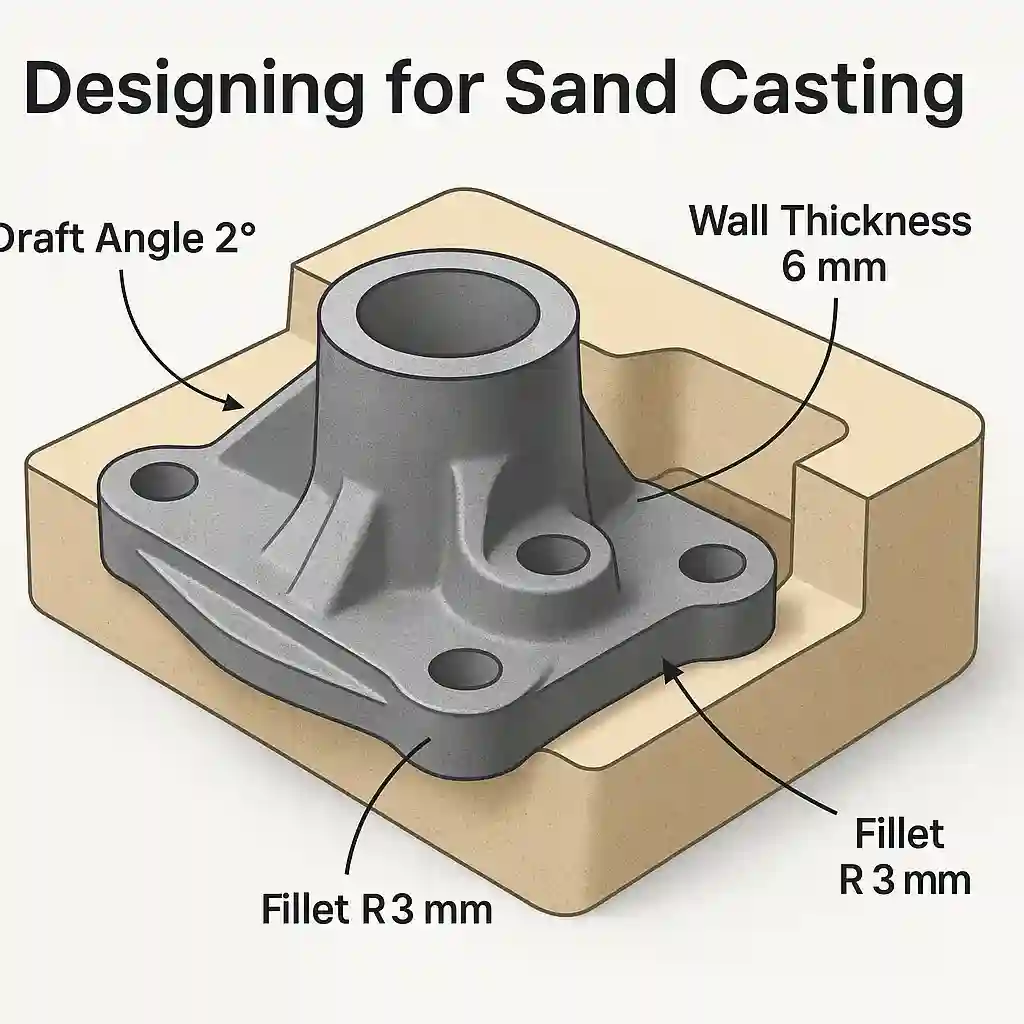
Maintain Uniform Wall Thickness
Wall thickness directly affects heat dissipation, stress formation, and solidification. Uneven thickness is a common root cause of shrinkage cavities, warping, and hot spots.
- Recommended range:
- Iron: 6–12 mm
- Aluminum: 3–8 mm
- Use gradual transitions between thick and thin areas.
- Avoid large mass concentrations—design with structural efficiency.
Add Sufficient Draft Angles
Draft angles allow the pattern to be withdrawn from the sand without damaging the cavity.
- Standard guidance:
- External faces: ≥ 1°
- Internal cavities: ≥ 2°
- For deep or textured surfaces, increase the angle.
- Add extra draft in tall vertical sections or those with complex contours.
A well-drafted pattern reduces mold damage and improves dimensional consistency.
Round All Sharp Corners
Sharp edges concentrate heat and stress, leading to cracking and uneven metal flow. Smooth transitions create a more robust casting with better mechanical properties.
- Replace sharp internal angles with fillets of 3–5 mm radius.
- Round junctions at ribs, bosses, and walls.
- Avoid sudden directional changes that cause turbulence or mold erosion.
Rounded geometry improves fill quality and reduces gas entrapment during pouring.
Simplify Core Design and Reduce Undercuts
Cores increase cost, risk of shift, and dimensional variability. The fewer the cores, the better the consistency and yield.
- Eliminate non-functional cavities.
- Merge core features where practical.
- Replace complex internal shapes with simpler drillable or post-machinable features.
A simpler core design leads to higher casting reliability and easier cleaning.
Design for Ideal Filling and Solidification
To prevent common defects like cold shuts, shrinkage cavities, or incomplete filling, the design must guide molten metal effectively.
- Enable laminar flow by providing generous flow paths, rounded runners, and open junctions.
- Avoid blind pockets where air or gas can get trapped.
- Feed heavy sections with appropriately placed risers.
- Use chills or heat sinks to control solidification when needed.
Simulation software (e.g., MAGMASOFT, NovaFlow, AnyCasting) should be employed to evaluate and optimize metal flow and solidification before tooling investment.
Include Shrinkage and Machining Allowances
All metals shrink as they cool. Designers must incorporate this dimensional change into the pattern to ensure the final part meets specifications.
- Typical shrinkage values:
- Gray Iron: ~1.0%
- Aluminum Alloys: ~1.3–1.6%
- Carbon Steel: ~2.0–2.5%
- Machining allowances: Add 1–3 mm depending on surface criticality and tooling precision.
Coordinate early with patternmakers and machinists to define precise offsets and reduce the risk of misfits or tolerance issues later in production.
Design for Mold Stability and Structural Support
Sand molds are inherently fragile and cannot support excessive complexity or fine detail without risking collapse or misalignment.
- Avoid thin or unsupported walls:
- Minimum wall thickness: 5 mm for iron, 3 mm for aluminum.
- Avoid deep cavities or overhangs that increase mold stress.
- Use bracing: Integrate gussets or ribs where necessary to support structural integrity during mold handling and pouring.
- Plan parting lines logically: Place them to reduce flash, simplify core assembly, and aid in clean mold separation.
- Avoid tall, narrow protrusions: These are prone to vibration or sand displacement during compaction.
Understanding these mold limitations ensures stability, repeatability, and ease of production.
Prepare for Post-Casting Operations
A well-designed casting doesn’t end at solidification. It must also support downstream processing, including machining, treatment, and finishing.
- Provide machining pads or bosses where final dimensions are critical. These surfaces allow for tolerance adjustments without compromising part integrity.
- Anticipate heat treatment effects:
- Alloy selection may require post-casting annealing or hardening.
- Design symmetry helps reduce warpage during thermal cycles.
- Plan for surface coatings:
- Flat or even surfaces ensure proper adhesion for painting, powder coating, or galvanizing.
- Avoid trapped sand pockets or porosity that could lead to coating failures.
Good design extends throughout the part’s lifecycle and supports every step of its finishing and deployment.
Collaborate Early and Often with Foundries
Foundries are not just production vendors—they are critical design partners. Engaging them early can prevent costly rework and ensure a smoother development cycle.
- Share complete 3D models including material specs, tolerances, and critical features.
- Request DFM (Design for Manufacturability) feedback:
- Foundries can suggest core reductions, gating improvements, or alloy changes.
- Early revisions are significantly cheaper than tooling changes post-production.
- Clarify performance requirements:
- If aesthetics are not critical, surfaces can remain as-cast.
- If structural properties matter, request guidance on feeder/riser placement and cooling strategy.
This collaborative approach ensures alignment between design intent and manufacturing reality.
Balance Functionality and Manufacturability
An efficient casting is not simply a direct translation of a CAD model—it’s a refined balance between function and feasibility.
- Simplify non-critical details: Avoid ornamental recesses, logos, or ribs that complicate mold making.
- Split large or complex parts: Sometimes, dividing a part into two castable subcomponents—then welding or bolting them—saves more than forcing a single-piece mold.
- Reduce material waste: Thinner, uniformly designed walls consume less metal and speed up solidification.
- Build for reuse and repair: Cast-in alignment features or access panels make maintenance and downstream use easier.
Ultimately, castability should inform—and enhance—the engineering function, not compromise it.
Use Case Example: Redesigning a Pump Housing
To demonstrate the power of good casting design, consider a real-world case from a heavy-duty pump manufacturer:
- Original design: A cast iron pump housing featured wall thicknesses ranging from 8 mm to 20 mm, deep pockets, and four sand cores to form internal channels.
- Issues encountered: The variable thickness created solidification inconsistencies, and the high core count led to frequent misalignment, increasing rejection rates.
After redesign:
- Wall thickness was standardized to 10 mm.
- All sharp transitions were filleted with 5 mm radii.
- Core requirement was reduced from 4 to 1 by simplifying the flow channels and removing non-critical cavities.
Results:
- Casting defect rate dropped by 60%.
- Mold preparation time decreased by 30%.
- Manufacturing cost savings reached $15 per unit.
This example highlights how small design adjustments, grounded in casting fundamentals, can yield substantial performance and cost improvements.
Final Thoughts
Designing castings for sand molds is not simply a drafting exercise—it’s a multidisciplinary challenge that blends engineering theory with shop-floor pragmatism. The most successful designs reflect:
- A deep understanding of metal flow and solidification behavior
- Respect for sand mold limitations
- Anticipation of post-casting processes
- Ongoing collaboration with foundries
By internalizing these principles, engineers can consistently deliver castings that are accurate, durable, and economically produced.
Whether you’re optimizing an existing part or starting fresh, thoughtful design pays dividends in quality, performance, and cost.
Explore more casting resources and expert technical guides
👉 https://www.nodularcastiron.com/blog/
Contact Us for Inquiries or Custom Casting Projects
📩 Get in Touch →





