Проектирование эффективных отливок для песчаных форм требует сочетания технических знаний, осведомленности о производстве и практической предусмотрительности. В этом руководстве рассматриваются основные принципы проектирования, общие проблемы и проверенные передовые методы, которые помогут инженерам и специалистам литейного производства оптимизировать качество и производительность отливок.
Сначала разберитесь в процессе литья песка
Прежде чем приступить к проектированию любого компонента, важно понять процесс литья в песок и его последствия:
- Состав пресс-формы: Песчаные формы менее жесткие, чем металлические. Геометрия должна обеспечивать меньшую структурную поддержку.
- Допуск на размеры: Допуски шире по сравнению с литьем по выплавляемым моделям или механической обработкой с ЧПУ.
- Отделка поверхности: Текстура поверхности зависит от размера зерен песка; для критических участков может потребоваться дополнительная обработка.
Заблаговременный учет этих характеристик помогает предотвратить появление дефектов и снизить затраты на доработку.
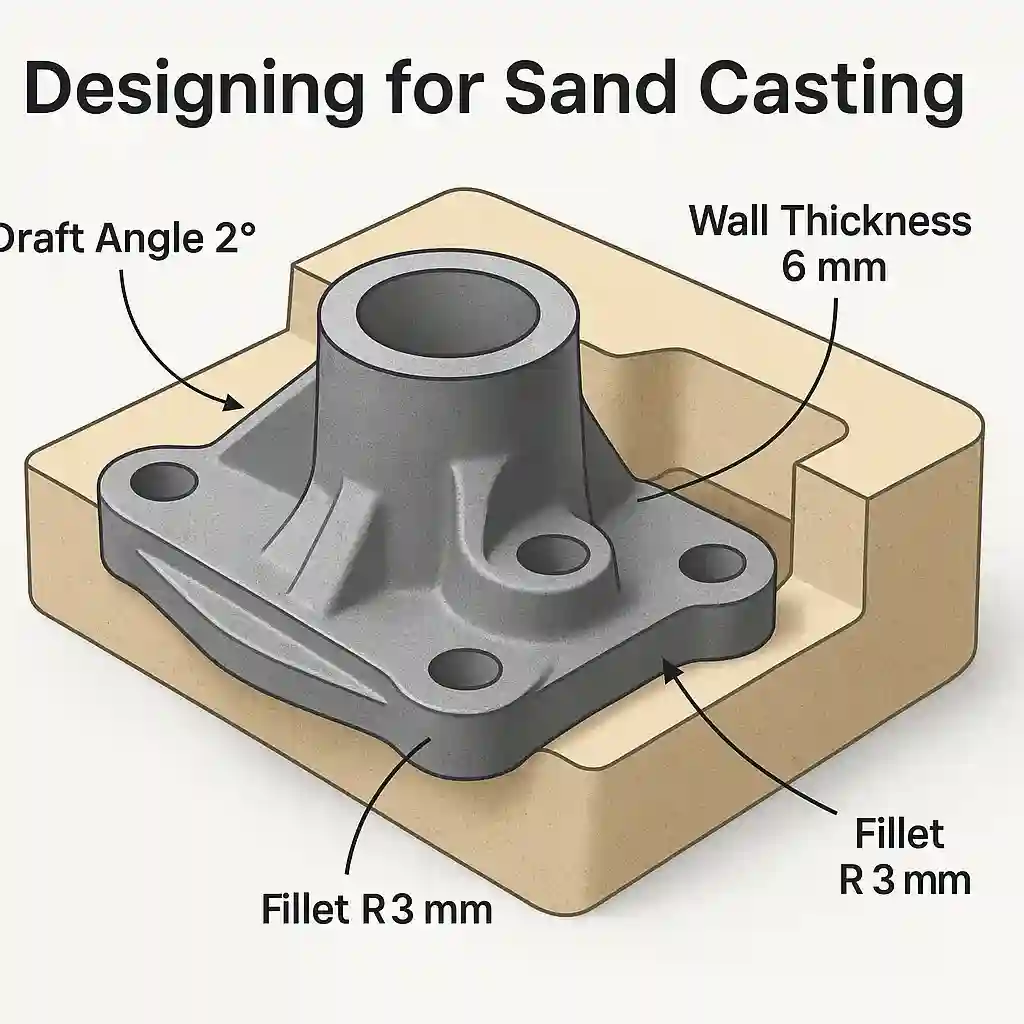
Поддерживать равномерную толщину стенок
Толщина стенок напрямую влияет на теплоотвод, формирование напряжений и затвердевание. Неравномерная толщина является распространенной причиной образования усадочных полостей, коробления и горячих точек.
- Рекомендуемый диапазон:
- Железо: 6-12 мм
- Алюминий: 3-8 мм
- Используйте постепенные переходы между толстыми и тонкими участками.
- Избегайте больших концентраций массы - проектируйте с учетом эффективности конструкции.
Добавьте достаточные углы наклона
Углы наклона позволяют извлекать деталь из песка, не повреждая полость.
- Стандартное руководство:
- Внешние грани: ≥ 1°
- Внутренние полости: ≥ 2°
- Для глубоких или текстурированных поверхностей увеличьте угол.
- Добавьте дополнительную тягу на высоких вертикальных участках или участках со сложными контурами.
Хорошо проработанный узор уменьшает повреждение формы и улучшает стабильность размеров.
Закруглите все острые углы
Острые края концентрируют тепло и напряжение, что приводит к растрескиванию и неравномерному течению металла. Плавные переходы создают более прочную отливку с лучшими механическими свойствами.
- Замените острые внутренние углы на филе радиусом 3-5 мм.
- Круглые соединения на ребрах, бобышках и стенках.
- Избегайте резких изменений направления, вызывающих турбулентность или эрозию формы.
Закругленная геометрия улучшает качество наполнения и уменьшает захват газа при наливании.
Упрощение конструкции сердечника и уменьшение глубины пропилов
Сердечники увеличивают стоимость, риск смещения и размерную вариативность. Чем меньше сердечников, тем лучше согласованность и выход продукции.
- Устраните нефункциональные полости.
- Объедините основные функции там, где это целесообразно.
- Замените сложные внутренние формы более простыми элементами, которые можно просверлить или подвергнуть последующей обработке.
Более простая конструкция сердечника повышает надежность литья и облегчает очистку.
Конструкция для идеального заполнения и затвердевания
Для предотвращения таких распространенных дефектов, как холодные затворы, усадочные полости или неполное заполнение, конструкция должна эффективно направлять расплавленный металл.
- Обеспечение ламинарного потока благодаря широким путям потока, закругленным беговым дорожкам и открытым перекресткам.
- Избегайте глухих карманов где может застрять воздух или газ.
- Подача тяжелых секций с соответствующим расположением стояков.
- Используйте холод или теплоотводы для контроля застывания при необходимости.
Программное обеспечение для моделирования (например, MAGMASOFT, NovaFlow, AnyCasting) должно использоваться для оценки и оптимизации течения и затвердевания металла перед инвестициями в оснастку.
Включите припуски на усадку и механическую обработку
Все металлы уменьшаются в размерах при охлаждении. Чтобы конечная деталь соответствовала техническим условиям, конструкторы должны учитывать эти изменения в размерах детали.
- Типичные значения усадки:
- Серый чугун: ~1.0%
- Алюминиевые сплавы: ~1.3-1.6%
- Углеродистая сталь: ~2.0-2.5%
- Припуски на механическую обработку: Добавьте 1-3 мм в зависимости от критичности поверхности и точности инструмента.
Заранее согласуйте свои действия с изготовителями деталей и машинистами, чтобы определить точные смещения и снизить риск неточностей или проблем с допусками на более поздних этапах производства.
Проектирование для обеспечения стабильности формы и структурной поддержки
Песчаные формы по своей природе хрупки и не могут поддерживать чрезмерную сложность или мелкие детали без риска разрушения или смещения.
- Избегайте тонких или незакрепленных стен:
- Минимальная толщина стенки: 5 мм для железа, 3 мм для алюминия.
- Избегайте глубоких полостей или выступов, которые увеличивают нагрузку на плесень.
- Использовать крепления: В случае необходимости встраивайте в конструкцию фермы или ребра жесткости для поддержания целостности конструкции во время перемещения и заливки формы.
- Логично планируйте линии разделения: Разместите их для уменьшения вспышек, упрощения сборки стержней и облегчения чистого разделения пресс-форм.
- Избегайте высоких и узких выступов: Они подвержены вибрации или смещению песка во время уплотнения.
Понимание этих ограничений пресс-формы обеспечивает стабильность, повторяемость и простоту производства.
Подготовка к послекастинговым операциям
Хорошо спроектированная отливка не заканчивается на затвердевании. Она также должна поддерживать последующую обработку, включая механическую обработку, обработку и отделку.
- Обеспечивают прокладки или бобышки для обработки где конечные размеры имеют решающее значение. Эти поверхности позволяют корректировать допуски, не нарушая целостности детали.
- Предвидеть последствия термообработки:
- При выборе сплава может потребоваться отжиг или закалка после литья.
- Симметрия конструкции помогает уменьшить коробление при термических циклах.
- План нанесения поверхностных покрытий:
- Плоские или ровные поверхности обеспечивают надлежащую адгезию при покраске, порошковом покрытии или гальванизации.
- Избегайте образования песчаных карманов или пористости, которые могут привести к разрушению покрытия.
Хороший дизайн распространяется на весь жизненный цикл детали и поддерживает каждый этап ее доводки и внедрения.
Сотрудничайте с литейными заводами на ранних этапах и часто
Литейные заводы - это не просто поставщики продукции, а важнейшие партнеры по разработке. Заблаговременное привлечение их к сотрудничеству может предотвратить дорогостоящие переделки и обеспечить более гладкий цикл разработки.
- Обменивайтесь полными 3D-моделями включая спецификации материалов, допуски и критические характеристики.
- Запросите обратную связь по DFM (Design for Manufacturability):
- Литейные заводы могут предложить сокращение числа сердечников, улучшение литников или изменение сплавов.
- Ранние доработки обходятся значительно дешевле, чем изменения в оснастке после производства.
- Уточните требования к производительности:
- Если эстетика не имеет большого значения, поверхности могут оставаться литыми.
- Если структурные свойства имеют значение, запросите рекомендации по размещению питателей/ризеров и стратегии охлаждения.
Такой совместный подход обеспечивает согласование проектного замысла и производственной реальности.
Баланс функциональности и технологичности
Эффективное литье - это не просто прямой перевод CAD-модели, а изысканный баланс между функциональностью и целесообразностью.
- Упростите некритичные детали: Избегайте декоративных углублений, логотипов или ребер, которые усложняют изготовление формы.
- Разделение крупных или сложных деталей: Иногда разделение детали на два литьевых субкомпонента с последующей их сваркой или болтовым соединением позволяет сэкономить больше, чем при изготовлении цельной формы.
- Сокращение отходов материалов: Более тонкие, равномерно оформленные стенки потребляют меньше металла и ускоряют застывание.
- Строительство для повторного использования и ремонта: Встроенные элементы выравнивания или панели доступа облегчают обслуживание и последующую эксплуатацию.
В конечном счете, литейные свойства должны дополнять и усиливать инженерную функцию, а не подрывать ее.
Пример использования: Перепроектирование корпуса насоса
Чтобы продемонстрировать силу хорошего дизайна литья, рассмотрим реальный случай из практики производителя насосов для тяжелых условий эксплуатации:
- Оригинальный дизайн: Чугунный корпус насоса имел толщину стенок от 8 мм до 20 мм, глубокие карманы и четыре песчаных сердечника для формирования внутренних каналов.
- Возникшие проблемы: Переменная толщина создавала несоответствия при затвердевании, а большое количество сердечников приводило к частым перекосам, что увеличивало количество брака.
После редизайна:
- Толщина стенок была стандартизирована до 10 мм.
- Все резкие переходы были обработаны филе Радиусы 5 мм.
- Основное требование было сокращено с 4 к 1 за счет упрощения проточных каналов и удаления некритичных полостей.
Результаты:
- Уровень брака при литье снизился на 60%.
- Время подготовки пресс-формы сократилось на 30%.
- Достигнута экономия производственных затрат $15 за единицу.
Этот пример показывает, как небольшие корректировки конструкции, основанные на фундаментальных принципах литья, могут дать существенное улучшение производительности и стоимости.
Заключительные размышления
Проектирование отливок для песчаных форм - это не просто упражнение в черчении, а многодисциплинарная задача, сочетающая инженерную теорию с прагматизмом цеха. Самые успешные проекты отражают:
- Глубокое понимание течение и затвердевание металла
- Уважение к ограничения для песчаных форм
- Предвкушение послелитейные процессы
- Продолжение сотрудничество с литейными заводами
Усвоив эти принципы, инженеры смогут последовательно создавать точные, долговечные и экономичные отливки.
Независимо от того, оптимизируете ли вы существующую деталь или начинаете новую, продуманная конструкция приносит дивиденды в виде качества, производительности и стоимости.
Ознакомьтесь с другими ресурсами по литью и техническими руководствами экспертов
👉 https://www.nodularcastiron.com/blog/
Свяжитесь с нами для получения запросов или проектов литья на заказ
📩 Свяжитесь с нами →





