
В огромном мире производства литье славится своей способностью превращать расплавленный металл в сложные детали. Однако литье - это не единый процесс; он включает в себя множество методов, каждый из которых подходит для конкретных задач. Понимание уникальных характеристик каждого процесса литья является ключом к обеспечению качества деталей, контролю производственных затрат и оптимизации графиков поставок. В этой статье мы подробно рассмотрим 10 наиболее распространенных процессов литья, чтобы помочь вам найти идеальное решение для вашего проекта.
Что такое процесс литья?
Проще говоря, в процесс литья это метод нагрева металла до жидкого состояния, а затем заливка или впрыскивание его в форму определенной формы. После остывания и затвердевания металла форму удаляют, чтобы получить цельную деталь, идентичную внутренней части формы. Различные процессы литья - это, по сути, просто разные способы достижения этой цели, отличающиеся материалами форм, методами заливки и условиями давления для удовлетворения различных потребностей в продукции.
Хорошо, я постараюсь сохранить плюсы и минусы для каждого процесса литья. Вот пересмотренное содержание с полной информацией, включая преимущества и недостатки каждого метода.
Процесс литья
Процесс литья - это метод нагрева металла до жидкого состояния, а затем заливка или впрыскивание его в форму определенной формы. После того как металл остывает и затвердевает, форму удаляют, чтобы получить цельную деталь, идентичную внутренней части формы. Различные процессы литья - это, по сути, просто разные способы достижения этой цели, отличающиеся материалами форм, методами заливки и условиями давления для удовлетворения различных потребностей в продукции.
Основные типы процессов литья
1. Литье в песок
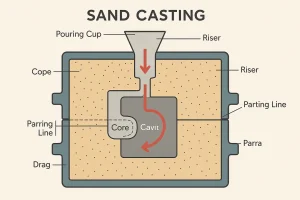
Литье в песок использует многоразовый шаблон (из дерева или металла) для создания негативной формы детали в песочнице. Форма изготавливается из смеси песка, глины и воды или химических связующих. Этот процесс очень универсален, он позволяет отливать детали весом от нескольких килограммов до нескольких тонн и совместим практически с любым металлом, от чугуна до различных сплавов.
- Плюсы:
- Низкая стоимость: Материалы для изготовления формы (песок) и оборудование относительно недороги.
- Высокая гибкость: Она может использоваться для литья деталей самых разных размеров.
- Широкий диапазон материалов: Этот процесс подходит практически для любого металла.
- Конс:
- Грубая отделка поверхности: Отливки имеют грубую текстуру поверхности, что часто требует постобработки.
- Низкая точность измерений: По сравнению с методами точного литья, литье в песчаные формы имеет более широкие допуски на размеры.
2. Формование оболочки
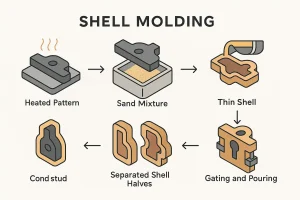
Формование оболочек Для создания тонкой, жесткой оболочки формы из песка используется связующее вещество - смола. Процесс начинается с нагрева металлического шаблона и нанесения смеси песка и термореактивной смолы. Получаемая оболочковая форма более плотная и устойчивая, чем обычная песчаная форма, что позволяет получить более качественную поверхность и высокую точность размеров.
- Плюсы:
- Высокая эффективность производства: Процесс можно автоматизировать, а время цикла невелико.
- Хорошее качество литья: Более плотная форма позволяет получить более качественную поверхность и более высокую точность размеров, чем при обычном литье в песчаные формы.
- Многоразовые формы: Формы можно использовать многократно, что снижает стоимость каждой детали.
- Конс:
- Более высокая стоимость материалов: Связующее вещество из смолы стоит дороже, чем обычный песок.
- Не для крупных деталей: Размер формы ограничен оборудованием, что делает ее непригодной для отливки очень крупных деталей.
3. Инвестиционное литье

Инвестиционное литье это процесс, созданный для предельной точности. Сначала создается детальный восковой шаблон, который затем покрывается керамической суспензией для формирования жесткой оболочки. Этот метод позволяет создавать невероятно сложные формы с очень высокой точностью размеров и превосходной обработкой поверхности, часто исключая необходимость последующей механической обработки.
- Плюсы:
- Чрезвычайно высокая точность размеров: Он позволяет достичь очень жестких допусков.
- Отличная обработка поверхности: Отливки имеют очень гладкую поверхность.
- Сложные формы: С его помощью можно легко создавать сложные внутренние и внешние геометрические формы.
- Конс:
- Высокая стоимость: Формы и материалы (воск, керамический раствор) стоят дорого, а сам процесс включает в себя множество этапов.
- Длительный производственный цикл: Весь процесс, от изготовления узора до окончательного литья, занимает много времени.
4. Литье под давлением
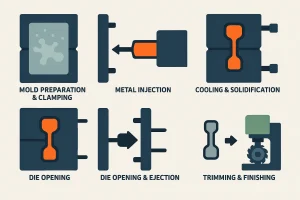
Литье под давлением это процесс, предназначенный для массового производства. Он включает в себя впрыскивание расплавленного металла на высокой скорости и под высоким давлением в точную многоразовую стальную форму, называемую штампом. Благодаря высокому давлению металл заполняет даже самые сложные детали, создавая плотную внутреннюю структуру без воздушных карманов.
- Плюсы:
- Чрезвычайно высокая эффективность производства: Время цикла очень короткое.
- Высокая прочность деталей: Заполнение под высоким давлением создает плотную внутреннюю структуру, в результате чего детали получаются более прочными.
- Подходит для больших объемов: Стоимость одной детали значительно снижается при увеличении объема.
- Конс:
- Чрезвычайно высокая стоимость пресс-формы: Разработка и изготовление точной стальной пресс-формы требуют огромных первоначальных инвестиций.
- Не для малых партий: Высокая стоимость пресс-формы не может быть амортизирована, если объем производства невелик.
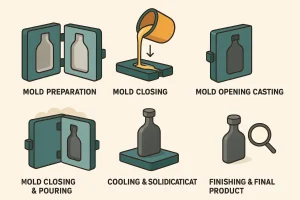
5. Литье в постоянные формы
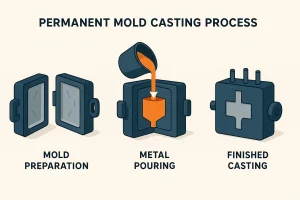
Литье в постоянные формы Используется металлическая форма многоразового использования, а расплавленный металл заполняет полость под действием силы тяжести или низкого давления. Отливки, полученные в результате этого процесса, имеют плотную внутреннюю структуру с хорошими механическими свойствами и более качественную поверхность, чем у отливок из песка.
- Плюсы:
- Хорошее качество литья: Отливки имеют плотную внутреннюю структуру без пор.
- Повышенная эффективность производства: Формы можно использовать многократно, а время цикла быстрее, чем при литье в песчаные формы.
- Высокая точность измерений: Отливки имеют жесткие допуски и хорошую обработку поверхности.
- Конс:
- Высокая стоимость пресс-формы: Стоимость изготовления металлических форм высока.
- Не для сложных форм: Пресс-формы обычно изготавливаются из двух половин, что затрудняет создание слишком сложных геометрических форм.
6. Гравитационное литье
Гравитационное литье это метод, при котором расплавленный металл под действием собственного веса поступает в полость формы, обычно в металлическую форму. Этот процесс относительно прост и требует менее сложного оборудования, чем литье под давлением.
- Плюсы:
- Простой процесс: Работа относительно проста и не требует большого количества оборудования.
- Стабильное качество литья: Благодаря гравитационному наполнению отливки имеют меньше внутренних дефектов и более стабильное качество.
- Низкая стоимость: Первоначальные инвестиции гораздо ниже, чем при литье под давлением.
- Конс:
- Длительный производственный цикл: Скорость естественного охлаждения медленнее, что приводит к снижению эффективности производства.
- Не для тонкостенных деталей: Ограниченная текучесть расплавленного металла затрудняет заполнение сложных тонкостенных конструкций.
7. Центробежное литье

Центробежное литье с помощью силы вращения жидкий металл ударяется о внутреннюю стенку формы. Форма вращается с большой скоростью, когда в нее заливается расплавленный металл, и центробежная сила выталкивает металл к внешней стенке, где он застывает.
- Плюсы:
- Плотная внутренняя структура: Центробежная сила устраняет усадочные дефекты и поры.
- Нет райзеров: Она не требует сложных литниковых и стояковых систем, что повышает эффективность использования материалов.
- Высокое качество литья: Примеси и более легкие материалы выталкиваются на внутреннюю стенку и легко удаляются.
- Конс:
- Ограниченные формы: Подходит только для изготовления цилиндрических или трубчатых деталей.
- Высокая стоимость оборудования: Специализированное оборудование для центробежного литья требует больших инвестиций.
8. Литье по литой пене
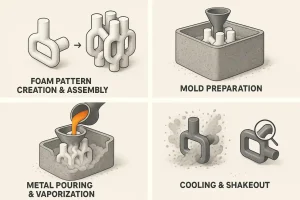
Литье из пенопласта Используется шаблон из пенополистирола (EPS). Когда расплавленный металл выливается непосредственно на шаблон, тепло испаряет пену, и металл заполняет оставшееся пространство. Этот процесс "выпаривания" позволяет получить практически чистую форму отливки, что снижает необходимость в последующей обработке.
- Плюсы:
- Околосетевая форма: Литье идеально совпадает с рисунком пены, что снижает необходимость в последующей обработке.
- Цельное литье: Несколько деталей могут быть объединены в один шаблон из пенопласта и отлиты как единое целое.
- Упрощенный процесс: Линии разделения пресс-формы не нужны, что упрощает процесс.
- Конс:
- Требуется высокая точность шаблона: Шаблон пены должен быть очень точным, иначе пострадает качество конечного литья.
- Выделяет пары: В процессе испарения пены образуются токсичные пары, что требует хорошей системы вентиляции.
9. Гипсовая отливка
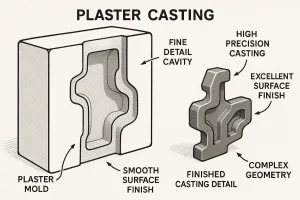
Гипсовое литье В качестве материала для формы используется гипс на гипсовой основе. Жидкий гипсовый раствор заливается вокруг рисунка, а после его застывания форма отделяется и рисунок удаляется. Благодаря тонкой текстуре гипса этот процесс позволяет достичь очень высокой точности и передать мельчайшие детали.
- Плюсы:
- Высокая степень обработки поверхности: Отливки имеют очень гладкую поверхность и способны передавать мельчайшие детали.
- Высокая точность измерений: Пресс-форма точно повторяет детали рисунка, что обеспечивает жесткие допуски.
- Подходит для сложных форм: Текучесть гипса позволяет ему заполнять сложные полости формы.
- Конс:
- Только для металлов с низкой температурой плавления: Гипсовые формы не выдерживают высоких температур, что ограничивает их применение алюминием, цинком и другими сплавами.
- Плохая проницаемость плесени: При неправильном обращении это может привести к пористости газа.
10. Непрерывная разливка

Непрерывное литье это особый процесс, при котором непрерывно производятся не отдельные детали, а литые изделия определенного сечения. Расплавленный металл непрерывно заливается в водоохлаждаемую форму (кристаллизатор), и по мере застывания металла он непрерывно извлекается со дна.
- Плюсы:
- Чрезвычайно высокая эффективность производства: Процесс высокоавтоматизирован и может производиться непрерывно.
- Высокая степень использования материала: Для отливок не требуются стояки, поэтому отходов материала меньше.
- Хорошее качество литья: Равномерная скорость охлаждения обеспечивает плотную и стабильную структуру отливки.
- Конс:
- Ограниченные формы: Он предназначен только для производства базовых материалов с определенным сечением.
- Огромные инвестиции в оборудование: Для этого требуется большая и сложная производственная линия с очень высокими первоначальными затратами.
11. Вакуумное литье
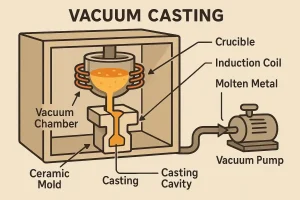
Вакуумное литье - это специализированный метод, который включает в себя удаление воздуха из полости пресс-формы во время процесса литья. Благодаря созданию отрицательного давления расплавленный металл втягивается в форму, обеспечивая идеальное заполнение каждой детали, включая сложные и замысловатые участки, без сопротивления задерживаемого воздуха.
Плюсы:
- Высокое качество литья: Вакуум эффективно устраняет газовую пористость и задерживаемый воздух, создавая плотную внутреннюю структуру.
- Отличное воспроизведение деталей: Благодаря отрицательному давлению металл проникает во все части формы, точно воспроизводя мелкие детали рисунка.
- Превосходная отделка поверхности: Отливки имеют очень гладкую поверхность, что часто снижает необходимость в последующей обработке.
Конс:
- Высокая стоимость оборудования: Для этого требуется специализированное вакуумное оборудование, что приводит к увеличению первоначальных инвестиций.
- Снижение эффективности производства: Этот процесс относительно медленный и не подходит для крупносерийного и быстрого производства.
Заключение
Каждый процесс литья является свидетельством человеческой изобретательности, обеспечивая идеальное решение для конкретных промышленных нужд. Понимание характеристик этих процессов является ключом к принятию обоснованных решений при проектировании и производстве. В конечном итоге выбор должен основываться на всестороннем анализе конструкции детали, требований к материалам и производственного бюджета, чтобы выбранный процесс максимально соответствовал целям вашего проекта.
Нужна помощь в выборе подходящего процесса литья для вашего проекта? Свяжитесь с нашими экспертами сегодня за бесплатной консультацией и позвольте нам помочь вам найти оптимальное производственное решение.




