Что такое бронза: определение, типы, применение
Бронза - это сплав на основе меди, основным элементом которого является олово. Это точное соотношение...
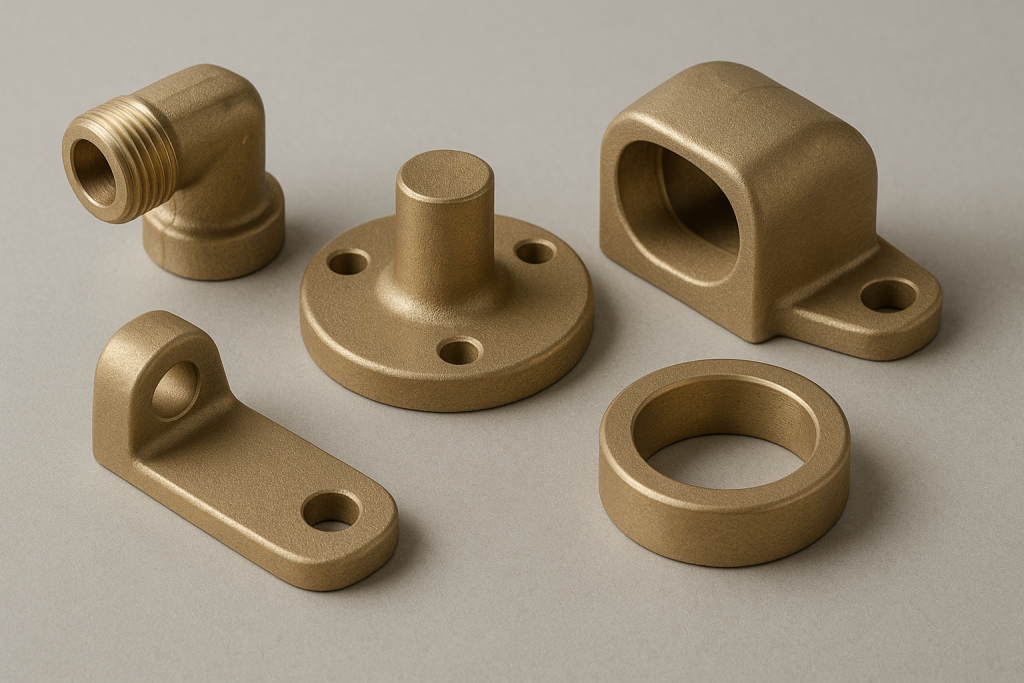
Мы поставляем полный ассортимент латунных литейных сплавов для литья в песчаные формы и гравитационного литья для промышленного применения.


| Марка сплава | Основные свойства | Типовые применения | Примеры деталей |
|---|---|---|---|
| HPb59-1 (C37700) | Высокопрочная кованая латунь с очень хорошей обрабатываемостью в горячем состоянии, плотной структурой после ковки или литья и хорошей обрабатываемостью для уплотнительных и резьбовых поверхностей. | Сантехническая арматура и фитинги для систем отопления, вентиляции и кондиционирования воздуха, элементы управления газом и водой. компоненты, детали насосов и компрессоров. | Кованый корпус клапана, угловой клапан, корпус насоса |
| HPb63-3 (C36000) | Свободно режущая латунь с отличной обрабатываемостью и стружколомкой; Идеально подходит для высокоскоростного точения прецизионных латунных деталей. | Гидравлические и пневматические соединители, прецизионные резьбовые вставки, небольшие клапаны и компоненты приборов. | Резьбовая вставка, фитинг для шланга, золотник клапана |
| HPb61-1 | Среднепрочная свинцовая латунь с хорошей обрабатываемостью, достаточной коррозионной стойкостью и стабильной точностью размеров после механической обработки. | Гидравлические адаптеры, обработанные втулки, компоненты для управления жидкостями среднего давления компоненты для управления жидкостями. | Втулка, втулка, плунжер клапана |
| H62 (C28000) | Латунь средней прочности со сбалансированной вязкостью и литейными свойствами; Хорошая износостойкость и пригодность для последующей обработки. | Конструкционные латунные детали в сантехнике, насосах и клапанах, и легкие механические компоненты. | Седло клапана, корпус соединителя, опорный кронштейн |
| H59 | Прочная и экономичная конструкционная латунь, подходящая для горячей обработки и механической обработки прочной фурнитуры. | Машинные компоненты, сантехническое оборудование, фланцы и кронштейны для общего машиностроения. | Гайка, вставка, фланцевый соединитель |
| H65 (C27000) | Латунь средней прочности, хорошо поддается холодной и горячей обработке, обеспечивает надежную обработку прецизионных деталей. | Механическая фурнитура, компоненты часов и приборов, небольшие корпуса и разъемы. | Втулка, прецизионное кольцо, соединительная оболочка |
| H68 (C26800) | Хорошее соотношение прочности и пластичности и стабильное поведение при формовании; подходит для профилей, требующих как жесткости, так и изгибаемости. | Корпуса разъемов, декоративная и архитектурная фурнитура, конструкционные детали из латуни общего назначения. | Зажим для разъема, табличка, монтажный кронштейн |
| H63 (C27200) | Универсальный сорт латуни с отличной формуемостью и умеренной прочностью; подходит для деталей, требующих вторичной обработки. | Автомобильная и электрическая фурнитура, втулки и гильзы, среднеточные компоненты. | Корпус разъема, распорная трубка, ферула |
| H70 (C26000) | Высокопрочная латунь с отличными характеристиками холодной штамповки и хорошими свойствами при изгибе. | Контактные компоненты, гибкие соединительные детали, прецизионные прокладки и пружинные латунные элементы. | Контактная клемма, прецизионный прижим, тонкая соединительная планка |
| H85 (C23000) | Латунь с относительно высоким содержанием меди, обеспечивающая хорошую коррозионную стойкость и формуемость при умеренной прочности. | Архитектурная и декоративная фурнитура, промышленная фурнитура, корпуса приборов. | Крышка клапанов, декоративная отделка, корпус приборов |
| H90 (C22000) | Высокомедная латунь с хорошей пластичностью и коррозионной стойкостью; подходит для фасонных профилей и функциональных контактных деталей. | Электротехническое и электронное оборудование, компоненты освещения, прецизионные контактные детали. | Контактный наконечник, соединительное кольцо, крепежная втулка |
| H96 (C21000) | Очень высокое содержание меди, отличная электрическая и тепловая электро- и теплопроводностью, а также хорошей устойчивостью к атмосферной коррозии. | Компоненты электрических соединений, шины, теплопередающие и заземляющие детали. | Заземляющая шина, соединительная шина, теплопередающая пластина |
| Возможности | Латунное литье Минхе |
|---|---|
| Максимальный размер отливки |
Обычно до 250 × 120 × 150 мм для латунных отливок; Более крупные компоненты могут быть оценены на основе геометрии и оснастки. |
| Весовой диапазон | Приблизительно. 0,2 - 30 кг за деталь в зависимости от технологии (литье в песок / гравитационное литье). |
| Минимальная толщина стенки |
Латунное гравитационное литье обычно поддерживает 2,5-4,0 мм стены; Для литья в песчаные формы обычно требуется 4-6 мм. |
| Допуск на размеры |
Точность отливки около ISO 8062-3 CT7-CT9 для латунных сплавов; Обработка с ЧПУ обеспечивает точность деталей до ±0,10-0,15 мм. |
| Шероховатость поверхности (в литом состоянии) |
Латунные отливки обычно достигают Ra 6,3-25 мкм в ролях; обрабатываемых поверхностей может достигать Ra 1,6-3,2 мкм. |
| Стандартное время выполнения заказа |
Образцы обычно готовы в 10-12 дней после утверждения инструмента; массовое производство, как правило 3-4 недели. |
| Годовая производительность литья латуни | Комбинированная емкость для литья латуни ок. 1,800 тонн/год. |
| Поддерживаемые процессы |
Литье в песчаные формы, гравитационное литье, термообработка и полная обработка на заводе с ЧПУ. |
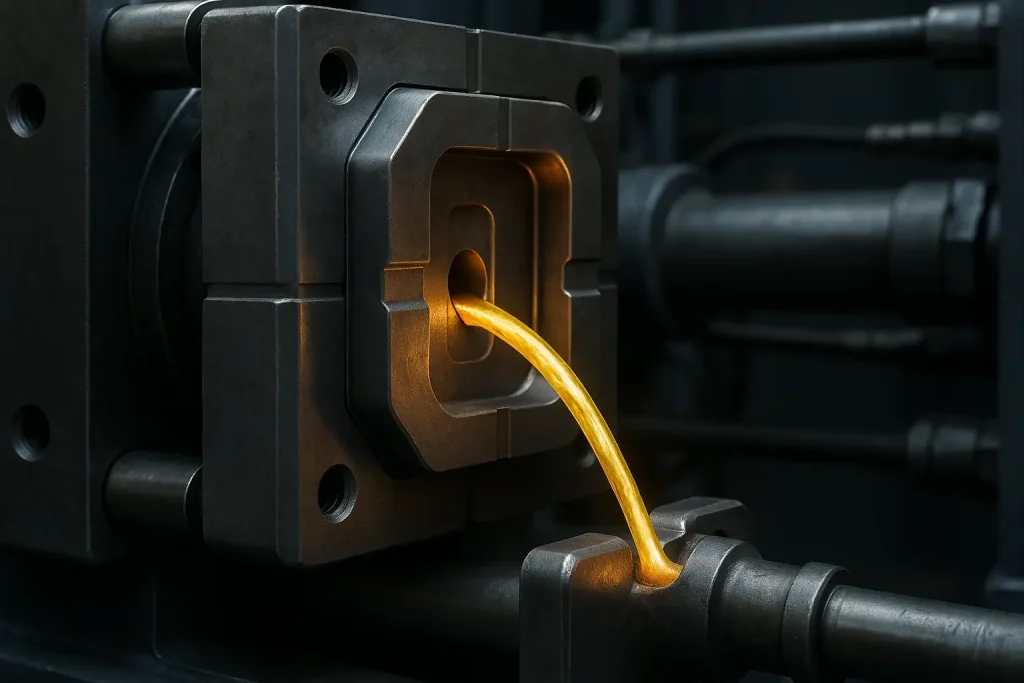
Литье под давлением позволяет изготавливать тонкостенные изделия сложной геометрии под высоким давлением, обеспечивая исключительную точность и постоянство размеров.
Он идеально подходит для крупносерийного производства прецизионных металлических деталей с жесткими требованиями к допускам.

При гравитационном литье используются многоразовые металлические формы и гравитационная заливка для достижения повышенной плотности и стабильных размеров.
Этот процесс подходит для изготовления конструкционных деталей среднего и большого размера, обеспечивая уменьшение внутренних дефектов и снижение затрат на оснастку по сравнению с литьем под высоким давлением.
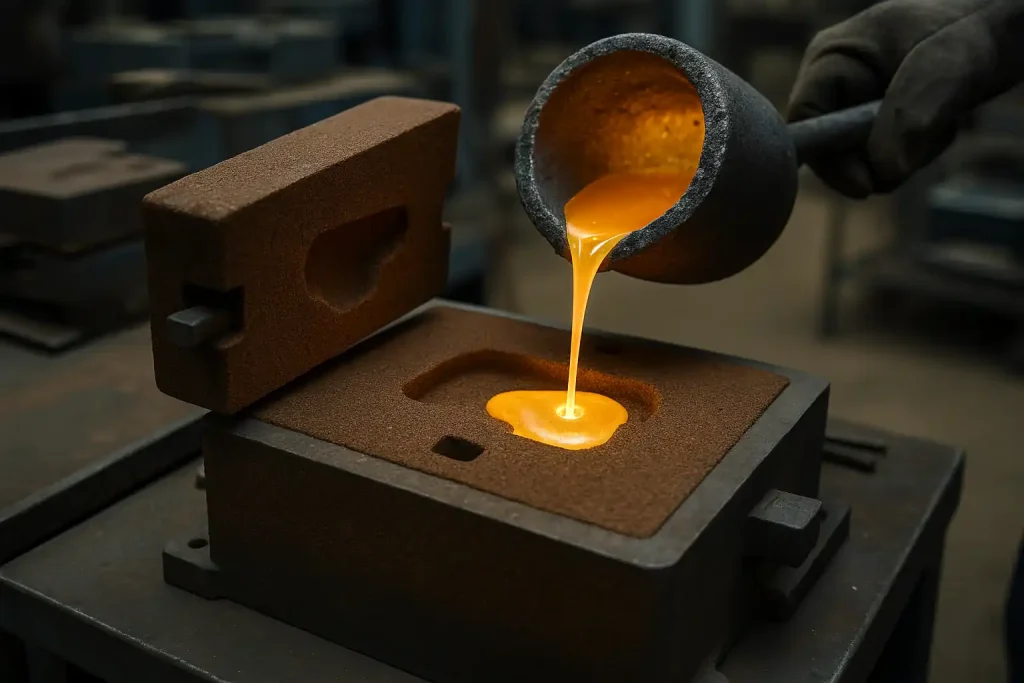
Литье в песчаные формы формирует детали путем заливки расплавленного металла в расходуемые песчаные формы, что обеспечивает большую свободу в выборе формы и толщины профиля.
Он подходит для прототипов, малосерийного производства и крупных конструктивных элементов, где приоритетами являются экономичность и гибкость конструкции.

Латунь широко используется в дверные замки, петли, перила, декоративные наличники и оконная/дверная фурнитураобеспечивая как механическую прочность, так и эстетическую привлекательность премиум-класса.
Его естественная коррозионная стойкость обеспечивает длительный срок службы в наружных архитектурных средах.
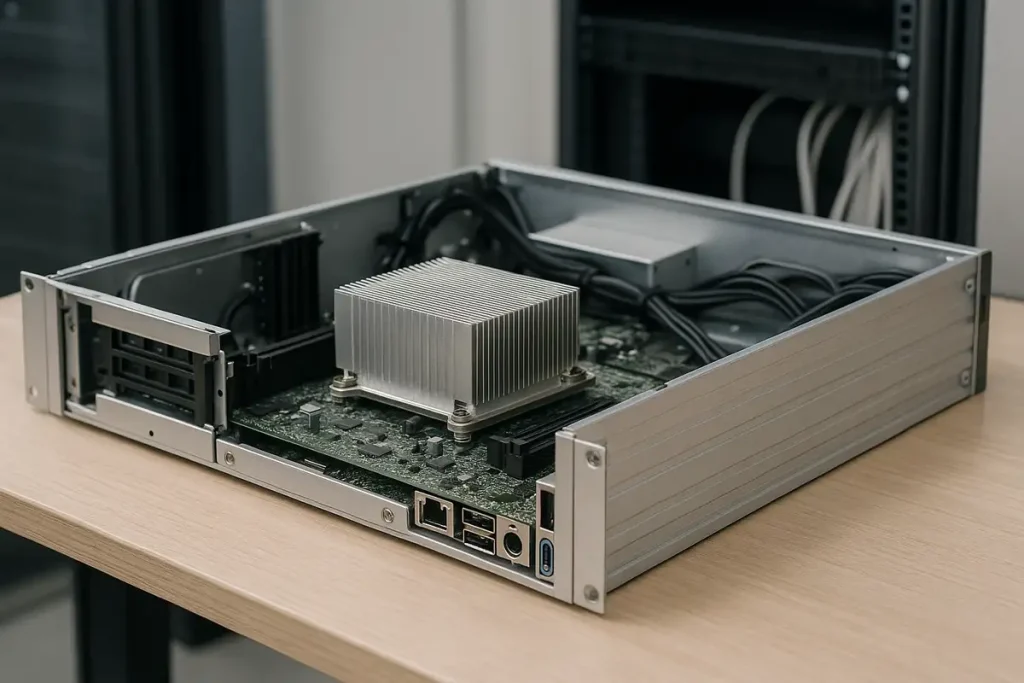
Латунные предложения отличная электропроводность, стабильность размеров и антиискровые характеристикиЭто идеальное решение для шины, клеммы заземления, соединители и детали распределительных устройств.
Он обеспечивает надежную передачу энергии в бытовой электронике, промышленных системах управления и высоковольтном оборудовании.

Латунь предпочтительна для корпусов насосов, седел клапанов, прецизионных фитингов и резьбовых соединителей.Благодаря стабильной обрабатываемости и устойчивости к коррозии в воде, маслах и неагрессивных химических веществах.
Распространенные области применения включают узлы гидравлических клапанов, сантехнические фитинги, компоненты компрессоров, системы контроля газа или воды.

Имеет решающее значение для возобновляемых и традиционных энергосистем, в первую очередь благодаря своей Легкий вес и устойчивость к атмосферным воздействиям. Области применения включают рамы для крепления солнечных панелей, компоненты ветряных турбин и высоковольтные линии электропередач.

Благодаря своему Первоклассная отделка, долговечность и устойчивость к трениюЛатунь широко используется в смесители, сантехническая арматура, фурнитура класса люкс, музыкальные инструменты, застежки-молнии и точные ручные инструменты.
Он сочетает в себе эстетику и надежные износостойкие характеристики.

Удаляет остатки литья, остатки песка и оксидные слои путем обрезки, снятия заусенцев, дробеструйной обработки и очистки под высоким давлением, создавая чистую и однородную поверхность для следующих этапов обработки.

Повышает прочность и стабильность размеров путем применения отжига, нормализации, закалки, отпуска или старения в растворе, в зависимости от типа сплава и требований к характеристикам отливки.

Улучшает коррозионную стойкость, защиту от износа и внешний вид с помощью анодирования, окраски, порошкового покрытия или электронного покрытия. Эти покрытия обеспечивают долговечную защиту алюминиевых отливок в зависимости от их применения.

Латунный корпус

Латунный кронштейн

Латунный корпус насоса

Латунный корпус клапана

Латунный корпус редуктора

Конструктивная деталь из латуни

Бронза - это сплав на основе меди, основным элементом которого является олово. Это точное соотношение...

Бронза и латунь - два распространенных медных сплава, но они имеют существенные различия в составе,...
Серый чугун - это железоуглеродистый сплав, названный так за свою серую поверхность излома. Статья...