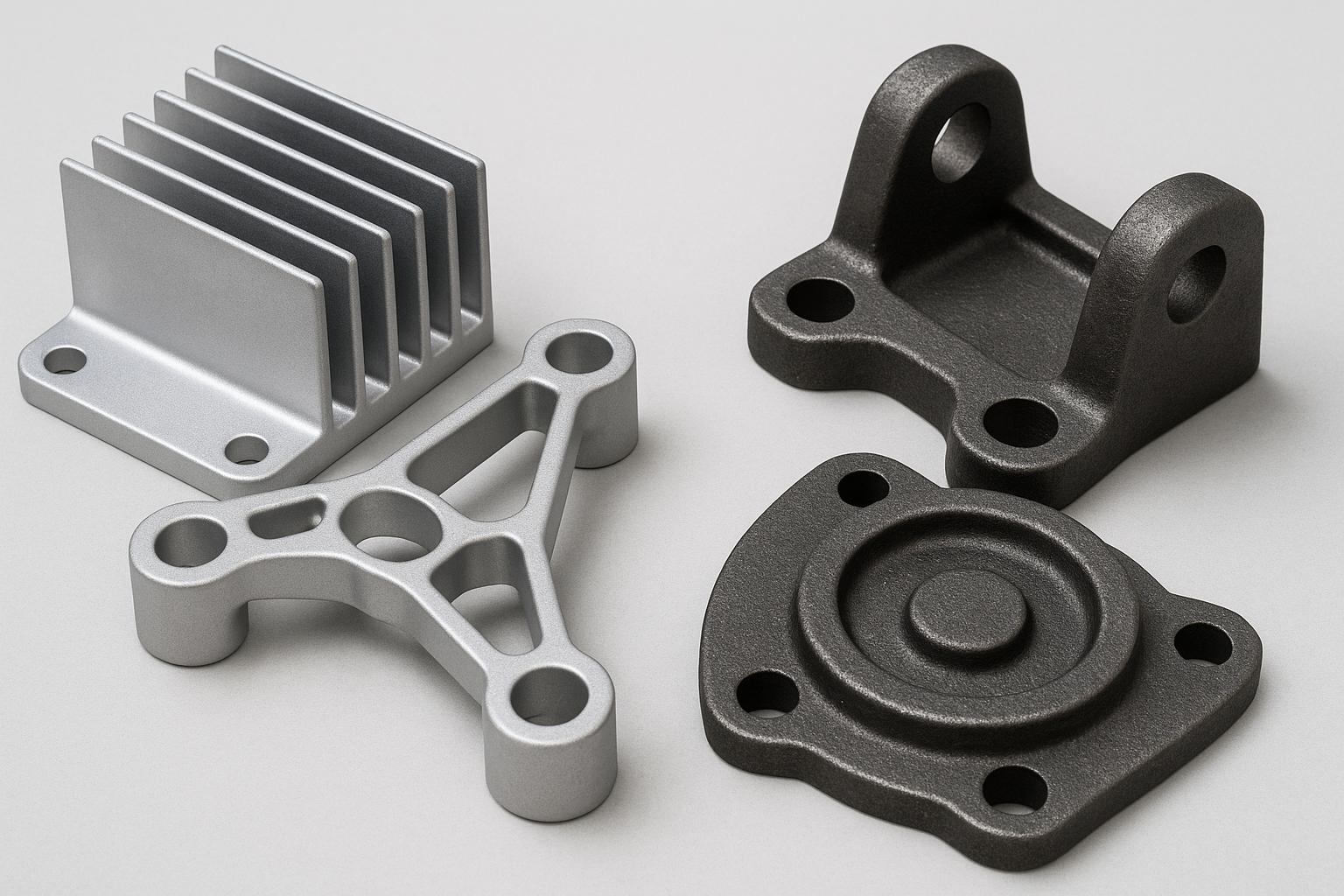
В современном прецизионном производстве выбор подходящего процесса формовки является ключевым решением, которое оптимизирует как характеристики изделия, так и структуру затрат. В то время как Инвестиционное литье и Литье под давлением оба являются ведущими технологиями литья металлов, но они значительно отличаются по свойствам материалов, масштабам производства и гибкости дизайна. Глубокое понимание технической логики, лежащей в основе этих двух процессов, является необходимым условием для обеспечения успеха проекта.
Что такое литье под давлением
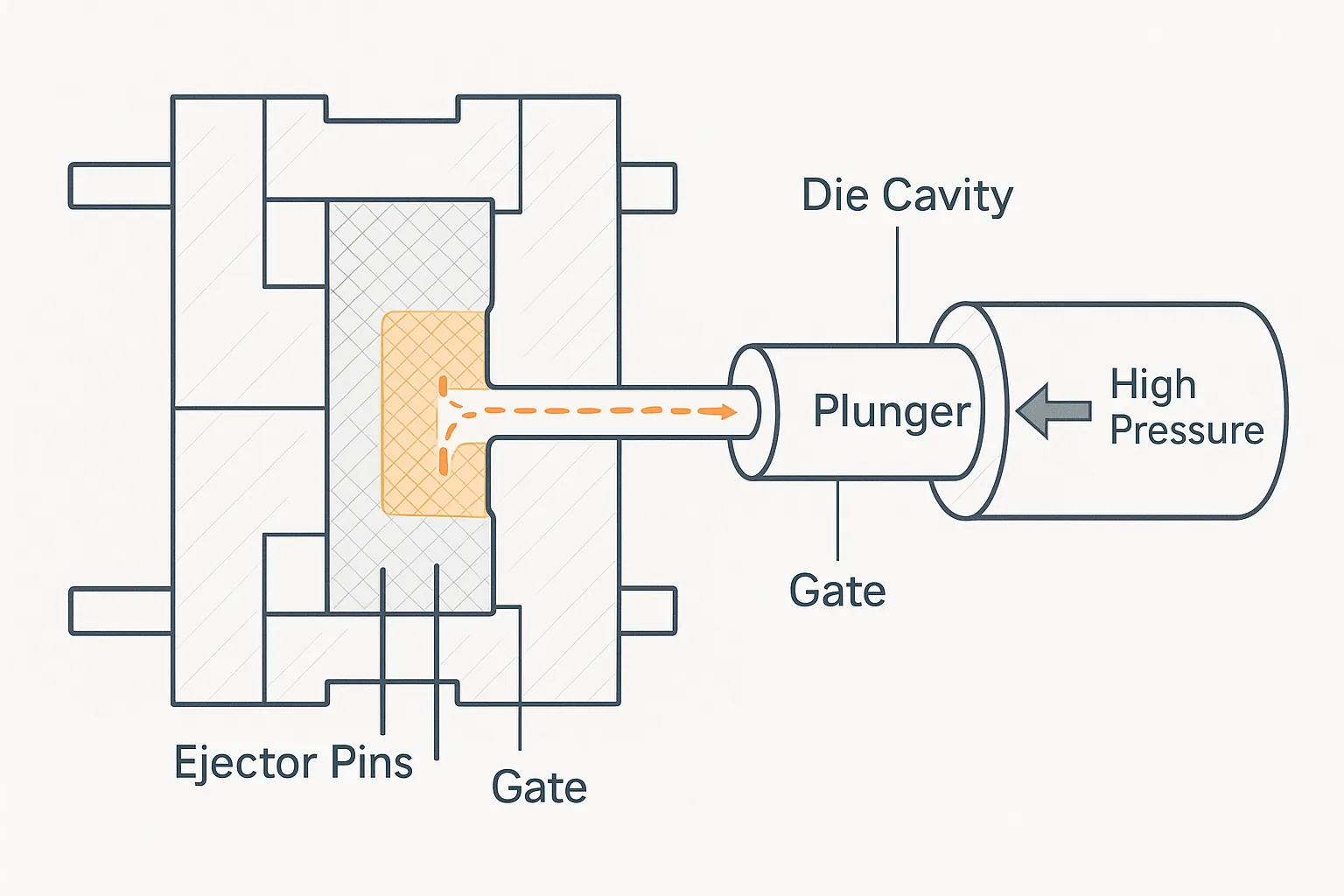
Литье под давлением использует механизм высокого давления машины для литья под давлением, чтобы с миллисекундной скоростью влить расплавленный металл в прецизионные стальные формы. Под этим механическим давлением жидкий металл быстро преодолевает сопротивление потока и заполняет сложные полости, образуя плотную и прочную структуру.

Для этого используются постоянные формы, изготовленные из высокопроизводительной инструментальной стали для горячей обработки. Эти формы обладают исключительной термоусталостной прочностью, что позволяет им выдерживать десятки тысяч тепловых ударов и воздействий высокого давления. Это обеспечивает стабильные размеры деталей и высокую точность на протяжении всего крупномасштабного производства
В зависимости от метода впрыска металла процесс подразделяется на два типа: холодная камера и горячая камера. Литье под давлением с холодной камерой используется для сплавов с высокой температурой плавления, таких как алюминий и медь, в то время как литье под давлением с горячей камерой обеспечивает более высокую эффективность автоматизации для сплавов с более низкой температурой плавления, таких как цинк и магний.
Преимущества литья под давлением
Благодаря исключительной промышленной эффективности и стабильности размеров, литье под давлением является основным выбором для массового производства в таких отраслях, как автомобилестроение, бытовая электроника и аппаратные инструменты.
- Исключительная эффективность производства: Время цикла обычно измеряется секундами, а высокая степень автоматизации делает его одним из самых быстрых процессов обработки металлов давлением.
- Превосходная точность размеров: С его помощью можно изготавливать очень тонкостенные детали с жесткими допусками, значительно сокращая или исключая необходимость вторичной обработки.
- Высокое качество поверхности: Поверхность получается превосходной и обычно требует лишь минимальной обработки для удовлетворения эстетических требований после снятия формы.
- Стабильные механические свойства: Быстрое затвердевание под высоким давлением приводит к образованию плотной микроструктуры и мелких зерен, обеспечивающих постоянную прочность.
Что такое инвестиционное литье
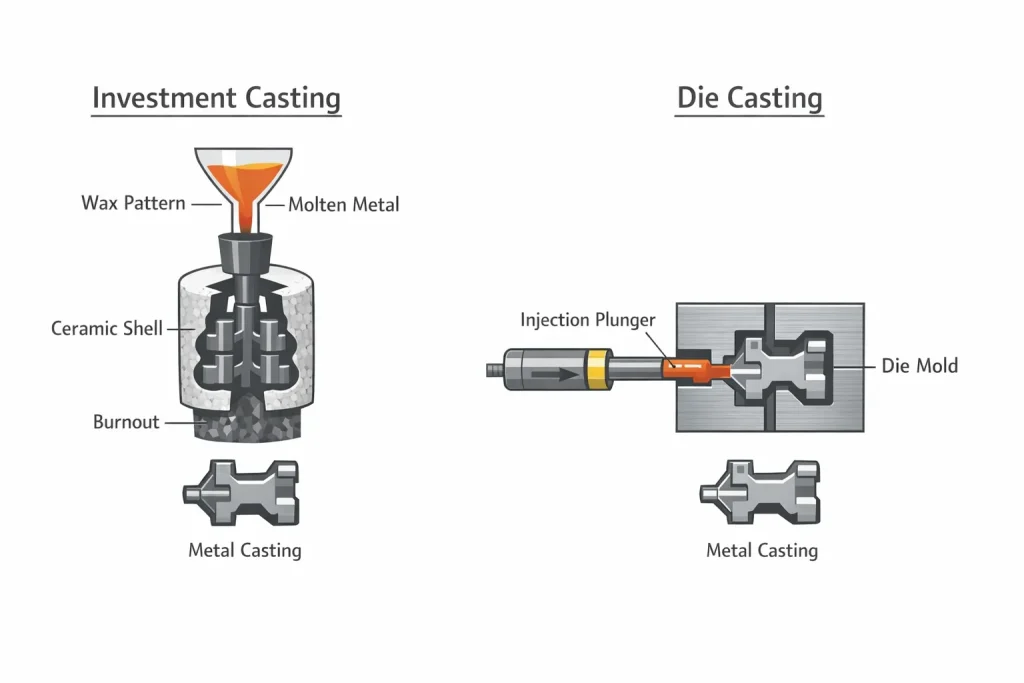
Литье по выплавляемым моделям, также известное как "литье с потерей воска", основано на жертвенной логике "замены воска на металл". Процесс начинается с создания воскового шаблона, идентичного геометрии детали, который затем собирается в "дерево литья", служащее в качестве прецизионного мастера для керамической оболочки.

Путем многократного погружения восковой сборки в керамический шлам и покрытия ее огнеупорным песком создается твердая, жаропрочная керамическая оболочка. Затем воск расплавляется при высоких температурах (депарафинизация), оставляя после себя бесшовную полую форму.
После обжига и укрепления оболочки в нее заливается расплавленный металл. Поскольку керамическая оболочка в конечном итоге отламывается для извлечения детали, этот процесс обходит ограничения традиционных металлических форм, позволяя создавать чрезвычайно сложные внутренние каналы или геометрические вырезы.
Преимущества литья по выплавляемым моделям
Основная ценность литья по выплавляемым моделям заключается в практически неограниченной свободе дизайна и отличной совместимости с высокоэффективными материалами, что делает его доминирующим в аэрокосмической отрасли, производстве медицинских имплантатов и точного оборудования.
- Экстремальная свобода дизайна: Замысловатые внутренние полости и тонкие текстуры легко достигаются, а поскольку не требуется физическая деформация, нет необходимости в черновых углах.
- Широкая универсальность материалов: Он может отливать практически любой металл, включая нержавеющую сталь, углеродистую сталь, суперсплавы и титановые сплавы.
- Тонкие детали поверхности: Керамическая оболочка обеспечивает высокую точность передачи деталей, четко воспроизводя мелкий текст, логотипы или элементы защиты от подделок.
- Структурная интеграция: Она позволяет объединить несколько компонентов в единую цельную отливку, исключить сварку или крепеж, повысить надежность и снизить вес.
Различия между литьем под давлением и литьем по выплавляемым моделям
Хотя оба процесса направлены на получение высококачественных металлических компонентов, они работают на основе принципиально разных физических механизмов и термодинамических принципов, что напрямую влияет на внутреннее качество и экономические результаты.
Характеристики давления и расхода при заполнении
Литье под давлением - это высокое давление, высокая скорость Процесс, при котором расплавленный металл мгновенно заполняет полость. Такой высокоэнергетический впрыск идеален для создания сверхтонких стенок, но возникающая при этом турбулентность может задерживать незначительное количество газа. Напротив, литье по выплавляемым моделям обычно опирается на гравитационные или вакуумные среды для стабильной заливки. Металл стекает в ламинарном состоянии в воздухопроницаемую керамическую оболочку, обеспечивая превосходную металлургическую чистоту, что делает его первым выбором для критически важных компонентов и сосудов под давлением.
Срок службы инструмента и долгосрочная структура затрат
Литье под давлением основывается на постоянные металлические формы которые требуют значительных предварительных инвестиций (часто десятки тысяч долларов) и длительного времени изготовления. Однако при массовом производстве, превышающем 10 000 единиц, амортизационные расходы на единицу продукции чрезвычайно низки. Области применения инвестиционного литья жертвенные керамические оболочки. Хотя первоначальная мастер-инструментальная оснастка (для восковых шаблонов) дешевле и быстрее итерируется, трудоемкость изготовления и удаления оболочек означает, что цена единицы продукции при увеличении объемов не испытывает такого "скачкообразного" падения, как при литье под давлением.
Диапазон материалов и физические пределы
Литье под давлением строго ограничено термической выносливостью стальных форм, в основном ограничиваясь цветные легкие сплавы таких как алюминий, цинк и магний. В литье по выплавляемым моделям используются высокоогнеупорные керамические оболочки, способные выдерживать температуру свыше $1500^{\circ}C$. Это позволяет ему занимать незаменимое место в обработке чёрные металлы (такие как нержавеющие и жаропрочные стали) и суперсплавы на основе никеля, являющиеся промышленным стандартом для лопаток турбин и химических клапанов.
Гибкость производства и итерации при проектировании
С точки зрения гибкость производстваЛитье по выплавляемым моделям занимает лидирующие позиции. Оно позволяет создавать сложные биомиметические структуры и интегрированные конструкции, которые невозможно отформовать в жесткой пресс-форме. Кроме того, поскольку восковые модели могут быть получены с помощью 3D-печати, оно идеально подходит для малосерийного производства или быстрого создания прототипов. Литье под давлением, между тем, сосредоточено на высокая консистенция и скорость производстваПосле того как штамп отлит, внесение изменений в конструкцию обходится непомерно дорого, что делает его наиболее подходящим для стандартизированного массового производства.
Заключение
В общем, литье под давлением - это производственная мощь для "масштаба, скорости и низкой цены", в то время как литье по выплавляемым моделям - это конечный путь для решения задач "сложности, высокой прочности и экзотических материалов". Выбор между ними - это, по сути, упражнение в нахождении оптимального баланса между ограничениями конструкции и экономическими масштабами.
Если вы оцениваете наилучшее решение по литью для конкретной детали, пожалуйста свяжитесь с нашей технической группой. Мы предоставим вам профессиональную оценку DFM (Design for Manufacturing) и индивидуальные рекомендации по технологическому процессу.