
В современном производстве металлов центробежное литье стало предпочтительные и необходимые процесс производства плотных цилиндрических деталей высокой степени целостности.
За счет использования центробежной силы, возникающей при вращении формы, расплавленный металл плотно утрамбованный прижимается к стенкам формы и застывает направленно, в результате детали с превосходной механической прочностью и минимальными внутренними дефектами.
Эта технология особенно подходит для производства труб, втулок, колец и гильз. требуется в автомобильной, энергетической и машиностроительной промышленности.
Что такое центробежное литье
Центробежное литье - это процесс литья металла, при котором расплавленный металл заливается в быстро вращающуюся форму.
Центробежная сила диски металла к стенкам формы, образуя компактную, однородную структуру по мере охлаждения снаружи внутрь.
В отличие от гравитационного литья, центробежное литье не требует использования стояков или питателей; вращательное ускорение обеспечивает равномерное распределение и самоуплотнение расплавленного металла.
Это достигает Высочайшая плотность, минимальное количество включений и высокие механические характеристики делают его идеальным для сложных инженерных задач.
Как работает центробежное литье
Основной принцип центробежного литья заключается в использовании вращательное ускорение для перемещения расплавленного металла к стенкам формы.
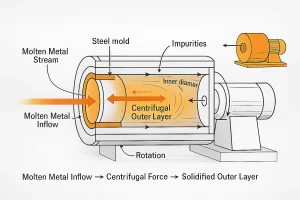
Диаграмма, показывающая, как расплавленный металл образует плотный внешний слой внутри вращающейся формы в процессе центробежного литья.
Когда пресс-форма вращается с высокой скоростью, металл испытывает центробежное ускорение (), который вызывает плотный материал перемещается наружу В то время как легкие примеси и газы мигрируют к центру. Затвердевание происходит от внешней стенки внутрь, в результате чего образуется мелкозернистая, направленно затвердевшая структура с повышенной усталостной прочностью и прочностью на разрыв.
Этапы процесса и основные операционные моменты
Каждый этап центробежного литья - от подготовки формы до механической обработки.критически влияет на целостность и точность размеров конечного продукта.
1. Подготовка пресс-формы
Формы Обычно они изготавливаются из стали или графита и покрываются огнеупорная футеровка для предотвращения налипания металла. Предварительный нагрев формы до контролируемой температуры удаляет влагу и уменьшает тепловой удар при заливке.
2. Плавление и заливка металла
Сплав расплавляется до заданной температуры и заливается во вращающуюся форму через ковш или заливочную трубку. Скорость вращения должны быть точно подобраны к типу металла, чтобы обеспечить гладкое и равномерное распределение по стенкам формы.
3. Затвердевание и охлаждение
Охлаждение начинается у стенок формы и продвигается внутрь. Непрерывное вращение уплотняет металлическую конструкциюв то время как наоборотНеправильное охлаждение может привести к расслоению или изменению толщины стенок.
4. Извлечение и обработка
После застывания форма перестает вращаться, и отливка извлекается. Сайт внутренний слойОбычно содержащий газы или оксиды, обрабатывается для получения точных размеров и чистой поверхности.
Металлические формы можно использовать в течение десятков или сотен циклов, что делает центробежное литье высокоэффективный и устойчив для непрерывного производства. Хотя первоначальная стоимость оборудования относительно высока, длительный срок службы пресс-формы и минимальное количество отходов материала делают этот процесс экономически эффективным для средних и крупных производств.
Виды центробежного литья
Системы центробежного литья обычно классифицируются по ориентации формы и характеристикам движения.
1. Горизонтальное центробежное литье
Ось пресс-формы лежит горизонтальноидеально подходит для труб, рукавов и цилиндрических втулок. Такая конфигурация обеспечивает равномерная толщина стенок и является самой распространенной установкой в промышленности.
2. Вертикальное центробежное литье
Ось пресс-формы вертикальныйСверху льется расплавленный металл.
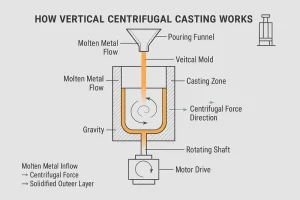
Схематическая линейная диаграмма, иллюстрирующая принцип работы вертикального центробежного литья.
Центробежные и гравитационные силы объединяютсячто делает его пригодным для изготовления колец, заготовок шестерен и корпусов насосов.
3. Полуцентробежное литье
Этот метод частично опирается на центробежную силу и обычно используется для толстых или почти твердых деталей, таких как крыльчатки и шкивы.
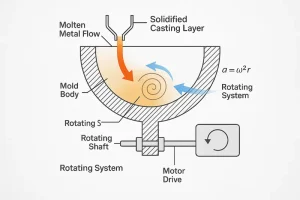
Техническая линейная диаграмма, иллюстрирующая принцип работы полуцентробежного литья.
Он обеспечивает баланс между плотностью материала и стоимостью оборудования.
Материалы, пригодные для центробежного литья
Центробежное литье совместимо с широким спектром черных и цветных сплавов, для каждого из которых требуются определенные параметры скорости и температурного контроля.
1. Серый чугун и ковкий чугун
Эти сплавы на основе железа обеспечивают отличную текучесть и экономичность. Серый чугун обеспечивает хорошую демпфирующую способность для таких деталей, как корпуса насосов и тормозные барабаны, а ковкий чугун обладает повышенной прочностью для деталей, работающих под давлением.
2. Углеродистая и нержавеющая сталь
Обе стали хорошо работают в условиях высокого давления, высоких температур и коррозии. Углеродистая сталь отличается высокой прочностью и низкой стоимостью, в то время как нержавеющая сталь обеспечивает превосходную стойкость к окислению и коррозии. Тщательный контроль температуры заливки и скорости охлаждения имеет первостепенное значение для предотвращения растрескивания или расслоения.
3. Медь и медные сплавы
Медь, бронза и латунь обеспечивают отличную теплопроводность и износостойкость. Центробежное литье позволяет получать плотные, бездефектные поверхности, подходящие для подшипников, уплотнительных колец и направляющих втулок.
4. Алюминиевые сплавы
Алюминиевые сплавы легки и устойчивы к коррозии, идеально подходят для тонкостенных и теплоотводящих компонентов. Тщательный контроль предварительного нагрева пресс-формы и скорости вращения предотвращает холодную остановку и захват газа.
5. Сверхпрочные сплавы на основе никеля и кобальта
Эти материалы, используемые в турбинных кольцах и футеровках, требуют литья в вакууме или контролируемой атмосфере. Центробежное литье обеспечивает мелкозернистые структуры высокой чистоты для экстремальных условий эксплуатации.
Преимущества центробежного литья
Центробежное литье обладает рядом ключевых преимуществ с точки зрения прочность, эффективность и точность:
-
Высокая плотность и прочность: Центробежная сила плотно прижимает расплавленный металл к стенкам формы, уменьшая пористость и повышая прочность на разрыв и усталость.
-
Отличное использование материала: Стояки и жилы не требуются, позволяя более чем выход металла и меньше отходов при обработке.
-
Изысканная структура зерна: Затвердевание снаружи внутрь создает мелкие, направленные зерна, которые повышают износостойкость и усталостную прочность.
-
Точность размеров: Равномерное вращение обеспечивает постоянную толщину стенок и жесткие допуски на размеры.
-
Эффективность производства: После калибровки оборудования процесс обеспечивает стабильное качество при минимальном количестве брака и сокращении времени цикла, обеспечивая высокую долгосрочную производительность.
Недостатки центробежного литья
Хотя центробежное литье обеспечивает превосходное качество, оно также имеет ряд ограничений:
-
Ограниченный диапазон форм: Этот процесс подходит только для деталей цилиндрической или кольцевой формы и не позволяет создавать сложные геометрические формы.
-
Чувствительное управление процессом: Скорость вращения, температура заливки и скорость охлаждения должны быть точно отрегулированы, чтобы избежать расслоения или наслоения.
-
Требуется обработка внутренней поверхности: Примеси скапливаются вблизи отверстия и должны быть удалены путем механической обработки.
-
Высокая стоимость оборудования: Оборудование дорого и сложно, что делает этот процесс нецелесообразным для краткосрочного производства.
Типичные области применения центробежного литья
Центробежное литье широко используется там, где важны высокая прочность, однородность и контроль затрат:

Подборка готовых центробежных литых деталей, включая сверхпрочные втулки и кольца, демонстрирующих плотную структуру и точную обработку.
-
Аэрокосмическая промышленность: Турбинные кольца, уплотнительные кольца и другие высокотемпературные детали производятся в вакууме для обеспечения максимальной чистоты.
-
Автомобиль: Гильзы цилиндров, тормозные барабаны и поршневые кольца, требующие превосходной износостойкости.
-
Машины: Втулки, гильзы, шкивы и маховики, требующие баланса и стабильности размеров.
-
Энергетическая и химическая промышленность: Корпуса насосов, седла клапанов и компоненты, работающие под давлением, подвергающиеся воздействию тепла и нагрузок.
Сравнение с другими процессами литья
Центробежное литье эффективно преодолевает разрыв между прочностью и точностью. Хотя литье в песчаные формы и литье по выплавляемым моделям имеют свою нишу, центробежное литье обеспечивает наилучший баланс плотности, механической целостности и эффективности производства для вращательно-симметричных деталей.
Часто задаваемые вопросы о центробежном литье
Вопрос 1: Какие типы машин для центробежного литья существуют?
Существует две основные ориентации станков - горизонтальная и вертикальная. Горизонтальные машины подходят для длинных цилиндрических деталей, таких как трубы и гильзы, а вертикальные - для колец, заготовок шестерен и тяжелых деталей, где заполнение происходит под действием силы тяжести. Полуцентробежные машины используются для толстых массивных деталей, таких как шкивы или крыльчатки.
Вопрос 2: Как обеспечивается безопасность оператора при центробежном литье?
Современные системы включают в себя датчики вибрации, автоматическую регулировку скорости и блокировки, которые предотвращают заливку металла, пока форма не достигнет нужной температуры. . Правильно Предварительный нагрев пресс-формы и проверка баланса очень важны для предотвращения несчастных случаев, связанных с разбрызгиванием металла или нарушением баланса.
Q3: Как вы можете контролировать качество и предотвращать дефекты?
Ключевыми факторами являются постоянная скорость вращения, стабильная температура заливки и выравнивание формы. В современных машинах используются программируемые контроллеры () и мониторинг в режиме реального времени для поддержания этих параметров, уменьшения сегрегации и пористости.
Q4: Можно ли сочетать центробежное литье с другими процессами?
Да. За ним часто следует механическая или термическая обработка для уточнения допусков или улучшения свойств поверхности. В некоторых случаях она сочетается с литьем по выплавляемым моделям или литьем в песчаные формы, когда высокая плотность требуется только для части детали.
Q5: Каковы потребности в долгосрочном обслуживании машины центробежного литья?
Регулярный осмотр подшипников, приводных ремней и огнеупорных покрытий крайне важен. Проверка смазки и динамической балансировки помогает продлить срок службы пресс-форм и шпинделей, обеспечивая стабильное качество продукции на протяжении сотен производственных циклов.
Заключение
Центробежное литье сочетает в себе центробежную силу и направленное затвердевание для достижения уровня плотности и точности, несравнимого с традиционными методами литья.
Это остается ключевым процессом для производство высокопроизводительных металлических компонентов для автомобильной, энергетической, машиностроительной и аэрокосмической отраслей.
👉 Нужна помощь в выборе подходящего процесса литья для вашего проекта? Наша команда инженеров может предоставить экспертное руководство. Связаться с инженерами Мингэ


