Porque é que o tratamento térmico pós-fundição é importante
Quando uma peça fundida arrefece no interior do molde, a história não acaba aí - tensão interna, estrutura de grão irregular e propriedades mecânicas imprevisíveis são frequentemente deixadas para trás. Estes problemas latentes podem não ser visíveis durante a inspeção, mas podem tornar-se críticos durante a maquinação ou assistência.
Por exemplo, as tensões residuais causadas pela solidificação direcional ou pelo arrefecimento rápido podem levar a deformações ou fissuras quando a peça fundida é maquinada. Em aplicações estruturais, isto pode significar a falha da peça sob carga, ou em sistemas hidráulicos, uma fuga sob pressão.
O tratamento térmico pós-fundição serve para corrigir estes defeitos. Melhora a consistência estrutural, estabiliza as dimensões, aumenta a ductilidade ou a dureza, conforme necessário, e, em última análise, prolonga a vida útil do componente. As vantagens não são apenas metalúrgicas - também se traduzem em taxas de rejeição mais baixas, melhor maquinabilidade e maior vida útil da ferramenta.
Se estiver a produzir peças fundidas que têm de funcionar sob tensões reais - tais como engrenagens, caixas, blocos de motor ou componentes de retenção de pressão - então o tratamento térmico não é um luxo. É um passo essencial para alcançar fiabilidade mecânica e desempenho previsível.
⚠️ Dica: Mesmo os componentes fundidos de precisão com elevada exatidão dimensional podem falhar prematuramente se as tensões internas não forem aliviadas através de um tratamento térmico adequado.
Métodos comuns de tratamento térmico para peças fundidas
Principais técnicas de tratamento térmico utilizadas após a fundição para melhorar as propriedades e o desempenho do material.
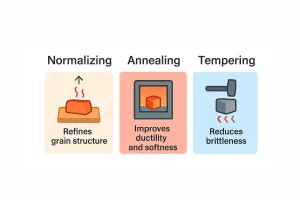
Nem todos os tratamentos térmicos são criados da mesma forma. O processo deve corresponder ao material, à geometria e ao ambiente de serviço da peça fundida. Nesta secção, exploramos quatro métodos de tratamento térmico amplamente utilizados - cada um com a sua função e benefício específicos no refinamento pós-fundição.
Recozimento
O recozimento é normalmente utilizado para aliviar as tensões internas e amolecer a peça fundida, tornando-a mais fácil de maquinar. O processo envolve o aquecimento do componente a uma temperatura abaixo do ponto crítico de transformação (normalmente 500-700°C para o ferro e o aço), mantendo-o durante um determinado período e, em seguida, arrefecendo-o lentamente - frequentemente no forno.
Este processo de arrefecimento lento permite que a estrutura interna se torne mais uniforme. A ferrite e a perlite podem ficar mais uniformemente distribuídas, especialmente em peças fundidas de ferro cinzento ou dúctil. O resultado é um componente com fragilidade reduzida, estabilidade dimensional melhorada e maquinabilidade mais suave.
✅ Melhor para: Peças de ferro cinzento, ferro dúctil e aço que requerem uma elevada precisão dimensional ou maquinagem secundária.
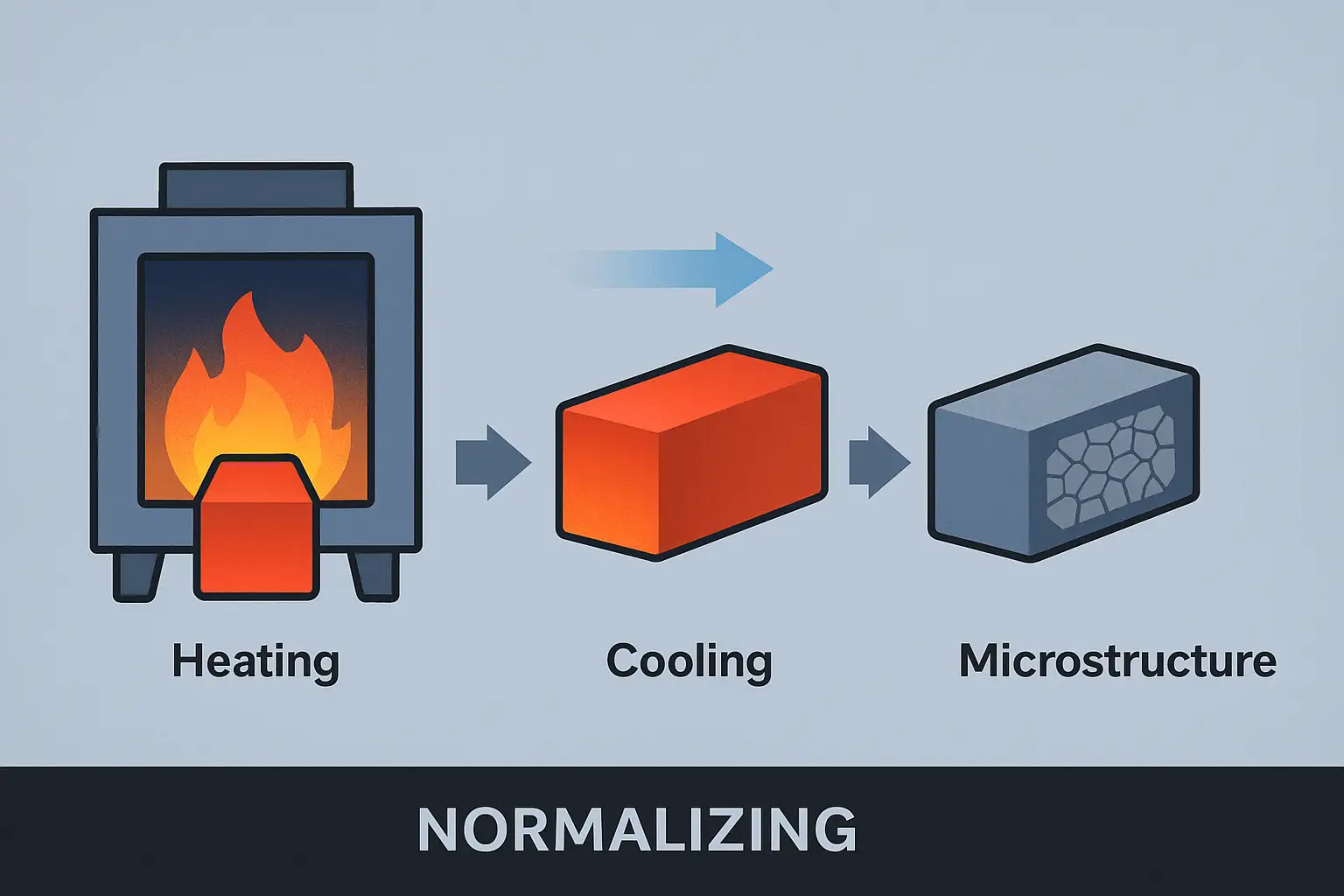
Normalização
A normalização é um processo mais agressivo, normalmente utilizado em peças fundidas de aço. Envolve o aquecimento do componente acima da temperatura crítica superior (cerca de 850-950°C), seguido de arrefecimento ao ar. Ao contrário do recozimento, que amolece o material, a normalização aumenta ligeiramente a dureza e a resistência, ao mesmo tempo que refina a estrutura do grão.
A fase de arrefecimento ao ar favorece a formação de perlite fina, o que aumenta a tenacidade. Este tratamento é especialmente útil para componentes que requerem propriedades mecânicas uniformes ao longo da secção ou que estão sujeitos a tensões flutuantes durante o funcionamento.
🔧 Caso de utilização: Blanks de engrenagens, carcaças de bombas e outros componentes estruturais que necessitam de resistência e dureza.
Têmpera e revenimento
A têmpera é o processo de arrefecimento rápido de uma peça fundida a partir da temperatura de austenitização (normalmente 850-900°C) utilizando água, óleo ou ar. É um dos quatro principais tipos de tratamento térmico. Para saber mais sobre os outros métodos, pode ler o nosso guia completo sobre Explicação dos 4 tipos de processos de tratamento térmico. Este arrefecimento rápido "fixa" uma estrutura dura e martensítica. No entanto, o material temperado é frequentemente demasiado frágil para o serviço, razão pela qual se segue imediatamente a têmpera.
A têmpera consiste em reaquecer a peça fundida temperada a uma temperatura moderada (200-600°C), reduzindo a fragilidade e preservando a maior parte da resistência. Este processo em duas etapas melhora significativamente a resistência ao desgaste e a resistência à fadiga.
🛠️ Ideal para: Peças fundidas em aço de alta carga, como cambotas, componentes de acionamento ou camisas resistentes à abrasão.
Tratamento de soluções e envelhecimento (ligas de alumínio)
As peças fundidas de alumínio - especialmente as feitas de ligas tratáveis termicamente como a A356 - são submetidas a um tipo diferente de tratamento térmico conhecido como tratamento de solução e envelhecimento (condições T6 ou T5). Primeiro, a peça fundida é aquecida a cerca de 530-550°C e mantida para dissolver os elementos de liga numa solução sólida. Em seguida, é rapidamente temperada, seguida de um envelhecimento artificial a 150-200°C.
Este processo permite que as peças fundidas de alumínio atinjam uma força e resistência à corrosão óptimas. Também estabiliza a microestrutura para um melhor controlo dimensional.
✈️ Aplicações comuns: Suportes aeroespaciais, peças de motor, componentes de suspensão.
📊 Tabela de comparação rápida
| Método | Temp. típica (°C) | Tipo de arrefecimento | Benefício principal | Materiais comuns |
|---|---|---|---|---|
| Recozimento | 500-700 | Forno | Alívio do stress, suavização | Ferro cinzento, ferro fundido dúctil |
| Normalização | 850-950 | Ar | Refinamento do grão, tenacidade | Aço fundido |
| Têmpera + Revenido | 850-900 / 200-600 | Água/óleo/ar | Equilíbrio entre dureza e ductilidade | Peças fundidas em aço |
| Tratamento com solução (T6) | 530-550 / 150-200 | Água + Envelhecimento | Força + resistência à corrosão | Ligas de alumínio |
Diretrizes específicas para materiais
As estratégias de tratamento térmico devem ser adaptadas ao material de fundição. Cada sistema de liga responde de forma diferente ao calor, e a utilização do método errado - ou a aplicação incorrecta do método certo - pode comprometer as propriedades mecânicas ou a estabilidade dimensional.
Segue-se uma análise dos materiais de fundição mais comuns e das abordagens de tratamento térmico mais adequadas para cada um deles.
Ferro fundido cinzento
O ferro cinzento não é normalmente tratado termicamente para melhorar as propriedades mecânicas, uma vez que a sua estrutura de flocos de grafite é inerentemente frágil e não responde bem à transformação de fase. No entanto, o recozimento para alívio de tensões é amplamente utilizado para melhorar a estabilidade dimensional - especialmente em grandes peças fundidas sujeitas a maquinação pesada.
O processo envolve normalmente o aquecimento a 500-600°C e a manutenção durante várias horas antes do arrefecimento lento do forno. Este processo alivia a tensão residual sem alterar significativamente a dureza ou a microestrutura.
🔧 Aplicações comuns: Blocos de motores, caixas de compressores, bases de máquinas.
Ferro fundido dúctil (ferro fundido nodular)
O ferro dúctil oferece mais flexibilidade no tratamento térmico. Pode ser aliviado de tensões, totalmente recozido ou mesmo austemperado, dependendo dos requisitos de desempenho.
- Recozimento para alívio de tensões: Reduz a tensão interna sem afetar a estrutura dos nódulos de grafite.
- Recozimento total: Amolece a matriz e aumenta o alongamento para melhorar a ductilidade.
- Austemperação (ADI): Produz microestruturas ausferríticas, melhorando consideravelmente a força, a tenacidade e a resistência à fadiga. Requer austenitização controlada (~900°C), seguida de manutenção isotérmica a 250-400°C.
🧪 Melhor ajuste: Peças de suspensão para automóveis, engrenagens, componentes resistentes ao desgaste.
Aço fundido
As peças fundidas em aço são altamente sensíveis ao tratamento térmico. A normalização, a têmpera e o revenido são práticas comuns.
- Normalização: Refina os grãos e iguala a microestrutura - ideal antes da maquinagem.
- Têmpera + Revenido: Aumenta a resistência à tração e ao desgaste. Frequentemente utilizado para componentes estruturais e de segurança crítica.
A versatilidade do aço permite aos fabricantes afinar propriedades como a tenacidade, a resistência e a dureza para aplicações específicas.
⚙️ Peças típicas: Suportes estruturais, ganchos de elevação, corpos de ferramentas e recipientes sob pressão.
Ligas de alumínio
As ligas de alumínio tratáveis termicamente (por exemplo, A356, 6061) requerem um controlo preciso da temperatura para ativar o tratamento por solução e os processos de endurecimento por precipitação. O ciclo T6 - tratamento por solução, têmpera e envelhecimento artificial - é o mais comum.
- Tratamento de soluções: Elimina a micro-segregação e homogeneíza a matriz.
- Envelhecimento: Favorece a precipitação controlada de fases de reforço, como o Mg₂Si.
A estabilidade dimensional e a resistência à corrosão são as principais razões para aplicar o tratamento térmico na fundição de alumínio.
✨ Utilizado em: Acessórios aeroespaciais, caixas de bombas, suportes de motores, estruturas robóticas.
📌 Nota: Tenha sempre em consideração a espessura da parede e o tamanho da peça fundida ao aplicar estes tratamentos - as secções grandes arrefecem mais lentamente e podem desenvolver gradientes internos que afectam a uniformidade.
Parâmetros-chave e controlo do processo
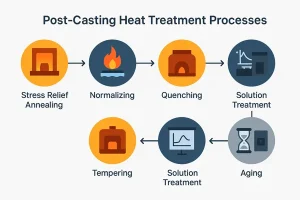
Guia visual com seis fases comuns de tratamento térmico pós-fundição
Um tratamento térmico bem sucedido não se trata apenas de escolher o método correto - trata-se de controlar o processo com precisão. Pequenos desvios na temperatura, no tempo ou na taxa de arrefecimento podem levar a microestruturas inconsistentes, tensões residuais ou mesmo a falhas na fundição.
Eis os principais parâmetros que devem ser monitorizados e optimizados durante o tratamento térmico pós-fundição:
Temperatura e duração da imersão
A fase de imersão permite que toda a peça fundida atinja uma temperatura uniforme, garantindo uma transformação microestrutural consistente.
- Correção de erros a temperatura necessária pode resultar numa transformação incompleta.
- Ultrapassagem de objectivos pode provocar o engrossamento do grão ou a oxidação.
Por exemplo, o recozimento do ferro dúctil requer normalmente uma manutenção a 900°C durante 1-3 horas, dependendo do tamanho da peça fundida e da espessura da parede. O tratamento com solução de alumínio pode necessitar apenas de 30-60 minutos a 540-550°C.
🧱 Regra geral: As peças fundidas mais espessas requerem tempos de imersão mais longos para garantir a penetração térmica.
Uniformidade do forno e atmosfera
Os fornos de tratamento térmico devem manter um controlo rigoroso da temperatura em toda a câmara. Zonas irregulares podem criar sobre ou subtratamento localizado.
- Tolerância de uniformidade deve geralmente manter-se dentro de ±5°C para as peças críticas.
- Utilização de atmosferas de proteção (por exemplo, gás inerte ou azoto) pode reduzir a oxidação e a descarbonetação da superfície, especialmente no aço.
A calibração regular e a monitorização da zona são essenciais para a consistência de grandes lotes.
🔍 Dica profissional: O mapeamento térmico por infravermelhos pode identificar pontos frios em fornos envelhecidos antes que estes afectem a qualidade do produto.
Taxa de arrefecimento e seleção de meios
O arrefecimento não é apenas um passo final - molda ativamente as propriedades finais da peça fundida. Diferentes materiais requerem estratégias de arrefecimento específicas:
| Material | Meio de arrefecimento | Motivo |
|---|---|---|
| Ferro cinzento | Forno (lento) | Evitar o choque térmico e preservar a grafite |
| Peças fundidas em aço | Água ou óleo | Arrefecimento rápido para formar martensite |
| Ligas de alumínio | Água Quente | Prevenir a precipitação antes do envelhecimento |
O arrefecimento não controlado pode introduzir gradientes térmicos, levando à distorção ou fissuração - especialmente em geometrias grandes ou complexas.
⚠️ Dica: Apoiar sempre corretamente as peças fundidas durante o arrefecimento para evitar dobras ou concentração de tensões.
Manuseamento pós-tratamento
Mesmo após a conclusão do ciclo térmico, o manuseamento deve ser feito com cuidado. Evite empilhar peças quentes, colocá-las em superfícies irregulares ou expô-las a correntes de ar - tudo isto pode provocar um arrefecimento ou deformação não planeados.
A inspeção dimensional e o ensaio de dureza devem seguir-se quando as peças atingirem a temperatura ambiente.
📏 Melhores práticas: Deixar as peças fundidas arrefecerem ao ar em superfícies planas e isoladas antes de qualquer pós-processamento.
Um processo de tratamento térmico é tão fiável quanto o controlo que lhe está subjacente. A precisão na temperatura, tempo, atmosfera e manuseamento faz a diferença entre uma fundição robusta e uma rejeitada.
Aplicações e benefícios no mundo real
Seis vantagens principais da aplicação de tratamento térmico após a fundição
O tratamento térmico pós-fundição é mais do que apenas uma melhoria teórica - tem um impacto direto no desempenho das peças fundidas em condições reais. Desde a redução das taxas de falha em maquinaria pesada até ao aumento da resistência à fadiga em componentes automóveis, os benefícios práticos estão bem documentados.
Seguem-se vários exemplos e pontos de dados que ilustram o valor de uma estratégia de tratamento térmico corretamente executada.
Estabilidade dimensional melhorada
Estudo de caso - Caixa de engrenagens grande (ferro dúctil)
Um cliente que produzia grandes caixas de engrenagens em ferro fundido dúctil registou elevadas taxas de rejeição durante a maquinação CNC devido à distorção dimensional. Após a implementação de um tratamento térmico em duas fases - recozimento de alívio de tensões seguido de arrefecimento lento ao ar - a distorção foi reduzida pelo 58%, resultando em:
- 20% tempo de maquinagem mais rápido
- 35% redução do desgaste da ferramenta
- Zero rejeições no lote de inspeção final
🎯 Conclusão: Mesmo uma pequena tensão residual pode tornar-se um problema importante quando são necessárias tolerâncias apertadas.
Maior resistência ao desgaste e à fadiga
Estudo de caso - Impulsores de bombas de alta carga (aço fundido)
A têmpera e o revenido foram aplicados a impulsores de aço utilizados em bombas de polpa abrasiva. Em comparação com as peças fundidas, os impulsores tratados termicamente mostraram:
- 40% maior dureza superficial
- Vida útil 2× mais longa em condições de campo
- Sem fissuras após mais de 10.000 ciclos de fadiga
Isto aumentou significativamente o intervalo de manutenção, reduzindo o tempo de paragem para manutenção e o custo por peça.
⚙️ Perceção da engenharia: A dureza só é útil quando equilibrada com a ductilidade - a têmpera garante isso.
Otimização da relação força/peso
Aplicação - Suportes de alumínio de qualidade aeroespacial (A356-T6)
Os componentes de alumínio leve foram tratados termicamente utilizando o processo T6. Após tratamento com solução, têmpera e envelhecimento artificial:
- Resistência ao escoamento aumentada por 80%
- O alongamento manteve-se acima de 8%
- Resistência à corrosão melhorada em testes de névoa salina
Isto permitiu secções transversais mais finas sem comprometer a segurança - um ganho importante na conceção aeroespacial e automóvel.
✈️ Impacto: Quando o peso é tão importante quanto a resistência, o tratamento térmico pós-fundição permite a eficiência do material.
Quadro de resumo do desempenho
| Métrica | Como fundido (aço) | Temperado e revenido | Melhoria |
|---|---|---|---|
| Dureza (HRC) | 18-22 | 32-38 | +60-80% |
| Resistência ao escoamento (MPa) | 350-420 | 550-650 | +50-70% |
| Vida útil à fadiga (10⁶ ciclos) | <1 | >2 | 2× mais comprido |
| Desvio dimensional (mm) | ±0.5 | ±0.2 | -60% |
Estes ganhos de desempenho não são acidentais - resultam de ciclos térmicos precisos alinhados tanto com o material de fundição como com a aplicação pretendida.
🧠 Conclusão: Se o desempenho do seu componente estiver ligado à segurança, vida útil ou precisão dimensional, o tratamento térmico pós-fundição não é uma opção - é um requisito.
Melhores práticas e erros comuns
Mesmo com o método correto de tratamento térmico selecionado, uma execução inadequada pode comprometer a integridade de toda a peça fundida. As falhas mais comuns não se devem ao processo errado, mas a parâmetros inconsistentes, preparação deficiente ou pormenores negligenciados.
Seguem-se as melhores práticas a seguir e as armadilhas a evitar durante o tratamento térmico pós-fundição.
Melhores práticas
1. Pré-aquecimento de peças fundidas grandes ou complexas
A exposição súbita a temperaturas elevadas pode introduzir um choque térmico, especialmente em peças com espessuras de parede variáveis. O pré-aquecimento a uma temperatura intermédia (por exemplo, 150-250°C) antes de aumentar a temperatura reduz este risco.
🧱 Porque é que é importante: O pré-aquecimento evita fissuras e expansão irregular em peças fundidas de secção pesada.
2. Controlar o tempo de imersão com base no tamanho da secção
O tempo de imersão deve basear-se na secção mais espessa da peça fundida e não apenas nas dimensões médias. Um tempo de imersão insuficiente pode deixar zonas internas por tratar.
📏 Dica: Uma fórmula comum é 1 hora por polegada (25 mm) de espessura da parede, mais uma margem de segurança.
3. Utilizar fixações e suportes adequados
Durante o aquecimento e o arrefecimento, as peças fundidas podem deformar-se devido ao seu próprio peso. Apoiar as peças em superfícies planas e estáveis e evitar o contacto metal-metal sempre que possível.
🪛 Recomendação: Utilizar almofadas de cerâmica ou isolamento para suportar peças de precisão durante os ciclos do forno.
4. Verificar com a inspeção pós-tratamento
Valide sempre o sucesso do seu tratamento térmico com testes adequados:
- Ensaio de dureza (Brinell, Rockwell, Vickers)
- Ensaios não destrutivos (ultrassom, corante penetrante)
- Controlos dimensionais para deformações ou retracções
🔍 Melhores práticas: Inspecionar antes e depois do tratamento térmico para acompanhar a melhoria do desempenho e detetar anomalias.
Erros comuns
1. Saltar o tratamento térmico para peças de baixo custo
É tentador ignorar o tratamento térmico em peças não críticas para poupar tempo ou custos. Mas mesmo as peças fundidas de baixa carga podem falhar precocemente devido a tensões residuais, fraca maquinabilidade ou sensibilidade à corrosão.
⚠️ Verificação da realidade: O retrabalho ou a substituição de peças fundidas avariadas é mais dispendioso do que fazer um tratamento térmico correto à primeira.
2. Sobreaquecimento da peça fundida
Exceder a temperatura recomendada pode degradar a microestrutura, oxidar a superfície ou causar grafitização no ferro fundido - tudo isto enfraquece o produto final.
🔥 Erro a evitar: Não utilize temperaturas elevadas para "acelerar" o processo. Vai pagar por isso em perda de desempenho.
3. Carga inconsistente do forno
O tratamento de peças fundidas de tamanhos ou materiais diferentes no mesmo lote pode resultar num aquecimento ou arrefecimento desigual. Agrupe sempre peças semelhantes para manter a consistência do processo.
📦 Fixar: Separe as peças de alumínio de parede fina das peças de ferro de parede grossa e utilize o mapeamento de carga em fornos com várias zonas.
4. Ignorar o ambiente de arrefecimento
A colocação de peças quentes sobre uma mesa de aço frio, perto de correntes de ar ou em contacto com a água pode provocar um arrefecimento descontrolado, levando a distorções ou tensões internas.
🧊 Lembrete: O arrefecimento controlado é tão importante como o aquecimento controlado.
O tratamento térmico pós-fundição é uma ciência de equilíbrio: entre calor e tempo, resistência e ductilidade, precisão e produtividade. Evitar atalhos. O desempenho da peça final depende de todos os pormenores.
Conclusão e apelo à ação
A viagem do metal fundido para um componente fiável e de elevado desempenho não termina na fundição. Sem um tratamento térmico adequado, mesmo a peça fundida com maior precisão pode não corresponder às expectativas mecânicas no mundo real.
Quer se trate de alívio de tensões para o ferro cinzento, aumento da resistência para o aço ou estabilização dimensional para o alumínio, uma estratégia de tratamento térmico à medida é fundamental para o desempenho - e para evitar retrabalho dispendioso ou falhas no terreno.
📞 Está a trabalhar num projeto crítico de casting?
Ajudamos os engenheiros e os compradores a alinhar a qualidade da fundição com a fiabilidade mecânica através de um planeamento especializado do tratamento térmico.
🔧 Falar com um especialista →
Obter aconselhamento individual da nossa equipa de engenharia.
Ajudá-lo-emos a selecionar o método, os parâmetros e o plano de inspeção adequados.
📦 Ver os nossos serviços de casting →
O tratamento térmico pós-fundição não é apenas um passo - é a sua garantia de qualidade.