1. Porque é que as tolerâncias de fundição de alumínio são importantes
Introdução à cena:
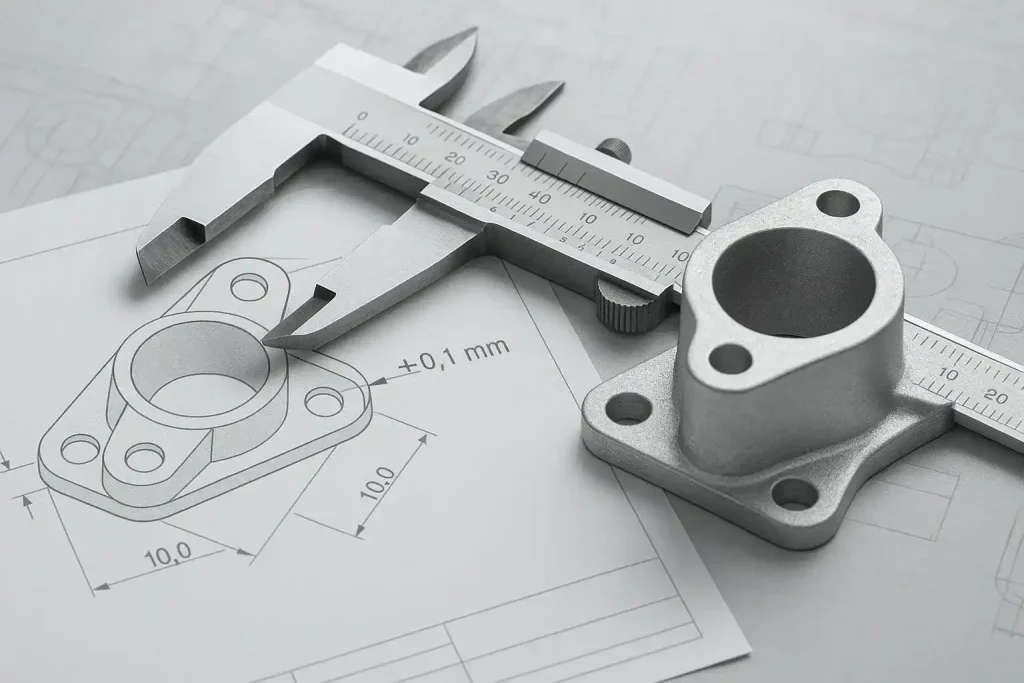
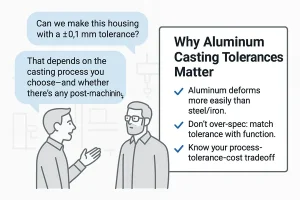
O projetista pergunta: "Podemos fabricar esta caixa com uma tolerância de ±0,1 mm?"
O engenheiro responde: "Isso depende do processo de fundição que escolher - e se há alguma pós-maquinação".
As tolerâncias dimensionais influenciam diretamente o ajuste da peça, a capacidade de vedação e a precisão da montagem. Ao contrário do ferro ou do aço, o alumínio tem uma expansão térmica mais elevada e tende a deformar-se mais facilmente durante a solidificação e o arrefecimento.
- 🎯 Pontos-chave
- As peças fundidas de alumínio variam mais do que as peças ferrosas devido ao comportamento da liga.
- Nem todas as tolerâncias precisam de ser apertadas - conceber tendo em conta a função.
- É fundamental compreender a relação entre a tolerância do processo e o custo.
Porque é que as tolerâncias da fundição de alumínio afectam o ajuste, a vedação e a precisão.
2. Tolerâncias típicas por processo de fundição
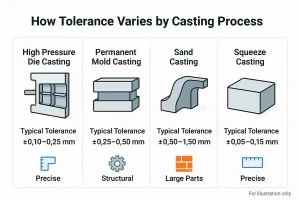
Gamas de tolerância típicas em diferentes processos de fundição de alumínio: HPDC, fundição em areia, molde permanente e fundição por compressão.
| Processo de fundição | Tolerância típica | Intervalo alcançável | Notas |
|---|---|---|---|
| Fundição injectada de alta pressão | ±0,10-0,25 mm | ±0,10 mm | Ideal para paredes finas, peças de precisão |
| Fundição em molde permanente | ±0,25-0,50 mm | ±0,15 mm | Boa repetibilidade, custo moderado |
| Fundição em areia | ±0,8-1,5 mm | ±0,5 mm | Adequado para peças grandes ou simples |
| Fundição por compressão | ±0,05-0,15 mm | ±0,05 mm | Componentes estruturais de alta resistência |
✅ Dica profissional: Muitas vezes é melhor "fundir primeiro, maquinar depois" quando são necessárias tolerâncias apertadas.
3. Normas de fundição de alumínio que deve conhecer
ISO 8062: Define os graus de tolerância de fundição (CT1-CT12). Para alumínio:
- CT6: apertado (±0,3 mm)
- CT7-CT8: Aplicações típicas
- CT11: Fundição em areia grosseira
NADCA #207: Destinado à fundição sob pressão; mais específico do que o ISO para peças mais pequenas.
⚠️ Armadilha comum: A seleção cega de graus de CT sem considerar a contração do alumínio e a configuração do molde pode levar a problemas.
4. O que afecta a tolerância final?
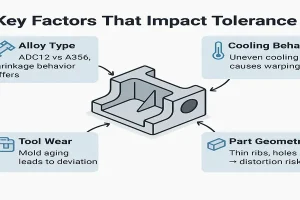
Factores-chave que influenciam a estabilidade dimensional nos processos de fundição de alumínio.
- Tipo de liga: Diferentes graus de alumínio (por exemplo, ADC12 vs A356) têm diferentes taxas de contração.
- Comportamento de arrefecimento: Um arrefecimento irregular pode causar deformações e distorções.
- Desgaste e configuração de ferramentas: O desgaste do molde ou o mau alinhamento leva a um desvio gradual da tolerância.
- Geometria da peça: As nervuras finas, os orifícios e as secções sem suporte são mais difíceis de controlar.
🧠 Visão: "Geometria complexa = dimensão de alto risco".
5. Tolerância vs. Custo: Onde está o salto?
"Quero ±0,1 mm, mas não posso aumentar o orçamento."
Tolerâncias mais apertadas significam, frequentemente, ferramentas mais caras ou maquinaria adicional - espere 20-50% mais custos por passo.
Abordagem inteligente: utilizar a fundição para a forma em bloco, maquinar apenas as zonas críticas.
6. É realmente possível fundir ±0,1 mm?
Sim, se:
- Utiliza-se a fundição sob pressão de alta pressão (HPDC) ou a fundição por compressão
- O molde é de alta precisão com arrefecimento controlado
- As superfícies críticas são maquinadas posteriormente
Não, se:
- Está a utilizar a fundição em areia
- A espessura da parede é fina ou assimétrica
- Espera-se precisão apenas da fundição nas superfícies de vedação
✅ Dica profissional: É possível obter ±0,1 mm - mas não espere obtê-lo sem maquinação.
7. Diretrizes de conceção para melhores tolerâncias
- Utilizar ângulos de inclinação ≥ 1°
- Manter a espessura da parede consistente
- Acrescentar 1,0-1,5 mm de margem de maquinagem
- Evitar nervuras sem apoio ou paredes finas
💡 Visão do design: "A precisão começa com a criação de espaço para a maquinagem."
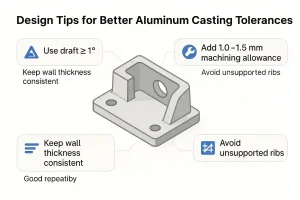
Sugestões para melhorar a precisão da fundição de alumínio através de um design inteligente.
8. Ajustes após a fundição
- Maquinação CNC: Atinge ±0,01-0,05 mm
- Tratamento térmico: Pode induzir deformações - as tolerâncias devem ser verificadas novamente
- Acabamento de superfícies: A anodização adiciona uma camada de 5-25 μm
9. Quadro de decisão final
| Caraterística | Tolerância sugerida | Processo | Maquinação necessária | Nível de custos |
|---|---|---|---|---|
| Furo Ø10-20 mm | ±0,10 mm | HPDC | Sim | ★★★ |
| Superfície plana 100×100 mm | ±0,25 mm | Molde permanente | Não | ★★ |
| Comprimento >300 mm | ±1,00 mm | Fundição em areia | Não | ★ |
10. Conclusão e apelo à ação
As tolerâncias de fundição de alumínio têm tudo a ver com equilíbrio - suficientemente apertadas para funcionar, mas suficientemente soltas para serem fabricadas de forma eficiente.
"Apertado o suficiente para trabalhar, solto o suficiente para lançar."
Precisa de peças fundidas de alumínio com precisão em que possa confiar? Contacte-nos hoje →




