青銅とは:定義、種類、用途
青銅は銅を主成分とする合金で、その中心元素は錫である。この正確な比率...
工業用途の砂型鋳造や重力鋳造をサポートするため、あらゆる種類の黄銅鋳物合金を供給しています。


| 合金グレード | 主要物件 | 代表的なアプリケーション | 部品例 |
|---|---|---|---|
| HPb59-1 (C37700) | 熱間加工性に優れた高強度鍛造黄銅、 鍛造・鋳造後の組織が緻密で、シール面やネジ面などの切削性が良い。 シール面やネジ面などの機械加工性が良い。 | 配管およびHVACバルブと継手、ガスおよび水制御部品、ポンプおよびコンプレッサー部品 ポンプ、コンプレッサー部品 | 鍛造バルブボディ、アングルバルブ、ポンプハウジング |
| HPb63-3 (C36000) | 被削性と切屑分断性に優れた快削黄銅; 精密黄銅部品の高速旋削加工に最適。 | 油圧・空圧コネクター、精密ネジ切りインサート、 小型バルブおよび計器部品 | ネジ切りインサート、ホース継手、バルブスプール |
| HPb61-1 | 加工性に優れた中強度の有鉛黄銅、 機械加工後の寸法精度が安定している。 を有する。 | 油圧アダプター、機械加工ブッシ ング、中圧流体制御部品 流体制御部品。 | ブッシング、スリーブ、バルブプラグ |
| H62(C28000) | 靭性と鋳造性のバランスがとれた中強度の黄銅; 耐摩耗性に優れ、その後の機械加工に適している。 | 配管、ポンプ、バルブ・アセンブリの構造用黄銅部品、 および軽機械部品。 | バルブシート、コネクタボディ、サポートブラケット |
| H59 | 丈夫で経済的な構造用黄銅。 堅牢な金具や継手の熱間加工や機械加工に適しています。 | 機械部品、配管金具、フランジ、ブラケット 一般エンジニアリング用 | ナット、インサート、フランジコネクタ |
| H65(C27000) | 冷間および熱間加工性に優れた中強度の黄銅、 精密部品に信頼性の高い加工性を提供。 | 機械式付属品、時計および計器部品、 小型ハウジング、コネクター | ブッシング、精密リング、コネクタシェル |
| H68(C26800) | 優れた強度/延性比と安定した成形挙動; 剛性と曲げ性の両方を必要とするプロファイルに適している。 | コネクター本体、装飾および建築用金具 一般真鍮構造部品 | コネクタクリップ、銘板、取り付けブラケット |
| H63 (C27200) | 優れた成形性と適度な強度を持つ万能黄銅材種。 中程度の強度を持ち、二次加工が必要な 二次加工が必要な部品に適しています。 | 自動車用および電気用ハードウェア、スリーブ、シェル、 中精密部品 | コネクタシェル、スペーサチューブ、フェルール |
| H70(C26000) | 優れた冷間成形性能を持つ高延性黄銅。 優れた曲げ特性 | コンタクト部品、フレキシブルコネクター部品 精密シム、スプリング状真鍮エレメント。 | コンタクト端子、精密シム、薄型コネクタストリップ |
| H85 (C23000) | 銅の含有量が比較的高い黄銅。 耐食性と成形性に優れ、適度な強度を持つ。 | 建築用および装飾用金具、工業用金具 計器筐体 | バルブカバー、装飾トリム、インストルメントハウジング |
| H90 (C22000) | 延性と耐食性に優れた高銅黄銅; 形状のあるプロファイルや機能的な接触部品に適しています。 | 電気・電子ハードウェア、照明部品 精密接点部品 | コンタクトラグ、コネクタリング、ハードウェアスリーブ |
| H96 (C21000) | 銅の含有量が非常に高く、電気および熱伝導性に優れ 熱伝導性に優れ、大気腐食に強い。 | 電気接続部品、バスバー、伝熱部品、接地部品。 接地部品。 | アースバー、コネクタバス、伝熱プレート |
| 能力 | ミンヘ・ブラス・キャスティング |
|---|---|
| 最大鋳造サイズ |
通常最大 250 × 120 × 150 mm 真鍮鋳物用; より大きな部品は、形状と工具に基づいて評価することができる。 |
| 重量範囲 | 約。 0.2 - 30 kg 工程により (砂型鋳造/重力鋳造)。 |
| 最小肉厚 |
真鍮の重力鋳造は、通常、以下のものをサポートする。 2.5-4.0 mm の壁がある; 砂型鋳造には通常 4-6 mm. |
| 寸法公差 |
アスキャスト精度 ISO 8062-3 CT7-CT9 黄銅合金用; CNCマシニングは、以下のような精密な加工を可能にする。 ±0.10-0.15 mm. |
| 表面粗さ(鋳造時) |
真鍮鋳物は通常、次のような性能を発揮する。 Ra 6.3-25 μm アズキャスト 加工面は Ra 1.6-3.2 μm. |
| 一般的なリードタイム |
サンプルは通常 10~12日 ツール承認後 大量生産 3~4週間. |
| 黄銅の年間鋳造能力 | 真鍮の鋳造能力 1,800トン/年. |
| 対応プロセス |
砂型鋳造、重力鋳造、 熱処理と完全な社内CNC機械加工。 |
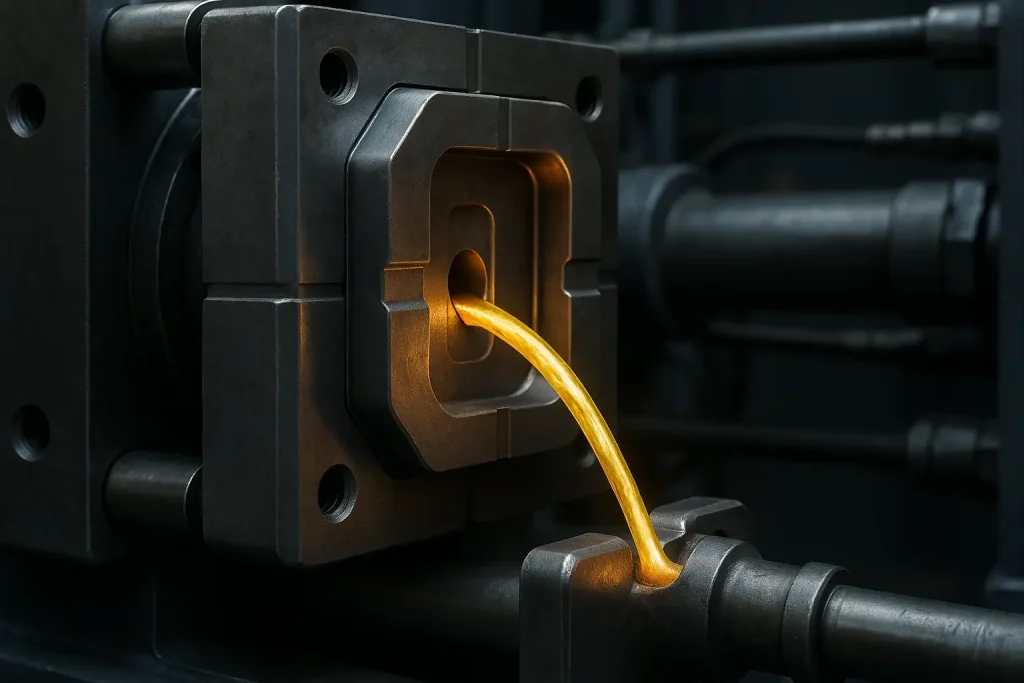
ダイカスト鋳造は、薄肉で複雑な形状を高圧で製造することができ、卓越した寸法精度と一貫性を実現します。
公差の厳しい精密金属部品の大量生産に最適です。

重力鋳造では、再利用可能な金型を使用し、重力を利用して注湯することで、密度の向上と安定した寸法を実現する。
この製法は中型から大型の構造部品に適しており、高圧ダイカストよりも内部欠陥が少なく、金型コストも低い。
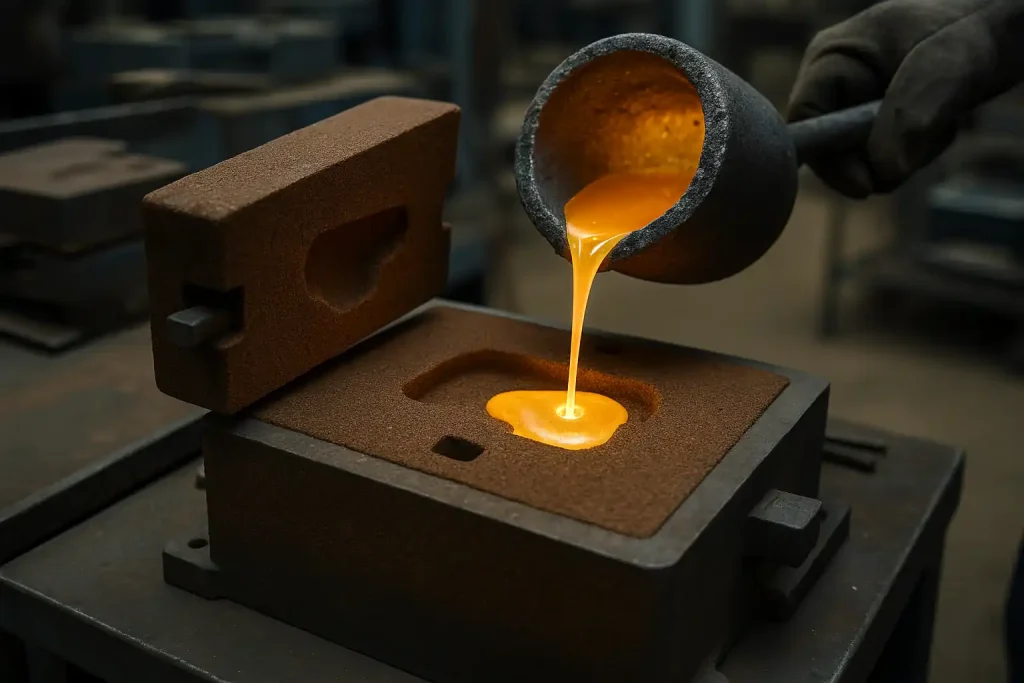
砂型鋳造は、消耗品の砂型に溶融金属を流し込んで部品を成形するため、形状や断面の厚さの自由度が高い。
試作品、少量生産、大型構造部品など、コスト効率と柔軟な設計が優先される場合に適している。

真鍮は広く使用されている ドアロック、ヒンジ、手すり、装飾トリム、窓/ドア用金具機械的耐久性と高級感あふれる美しさの両方を提供する。
その自然な耐食性は、屋外の建築環境での長寿命をサポートします。
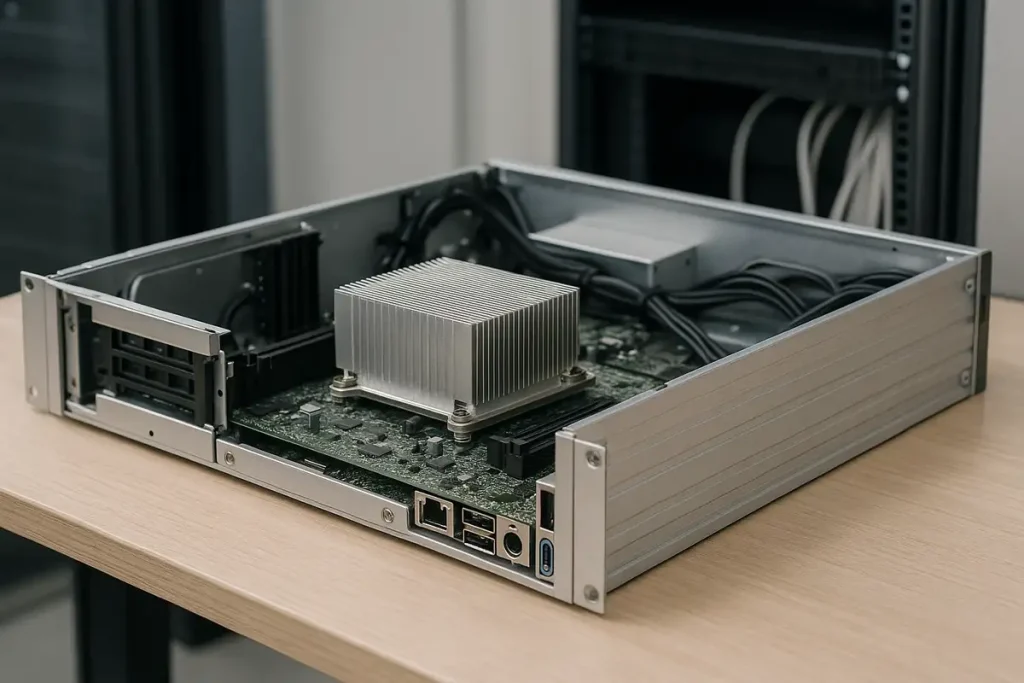
ブラスのオファー 優れた導電性、寸法安定性、スパーク防止性能に最適である。 バスバー、アース端子、コネクター、スイッチギア部品.
民生用電子機器、産業用制御システム、高電圧機器において信頼性の高い電力伝送を実現します。

ポンプ本体、バルブシート、精密継手、ねじ込み式コネクターには真鍮が好ましい。その安定した加工性と、水、油、非攻撃性の化学薬品に対する耐腐食性により。
一般的な用途としては、油圧バルブアセンブリ、配管継手、コンプレッサー部品、ガスや水の制御システムなどがある。

再生可能エネルギーおよび従来の電力システムにとって極めて重要である。 軽量、耐候性.用途としては、ソーラーパネル取り付けフレーム、風力タービン部品、高圧送電線などがある。

そのため 高級仕上げ、耐久性、耐摩擦性真鍮は一般的に 水栓金具、衛生金具、高級金物、楽器、ファスナー、精密手工具.
美しさと信頼できる摩耗性能を兼ね備えている。

トリミング、バリ取り、ショットブラスト、高圧洗浄により、鋳物のバリ、砂の残留物、酸化膜を除去し、次の加工段階に向けてきれいで均一な表面を作ります。

合金の種類や鋳物の性能要件に応じて、焼きなまし、焼ならし、焼き入れ、焼き戻し、溶体化時効処理を施すことで、強度と寸法安定性を高める。

陽極酸化処理、塗装、粉体塗装、eコーティングにより、耐食性、耐摩耗性、最終外観を向上させます。これらの仕上げは、アルミニウム鋳物に耐久性と用途に応じた保護を提供します。

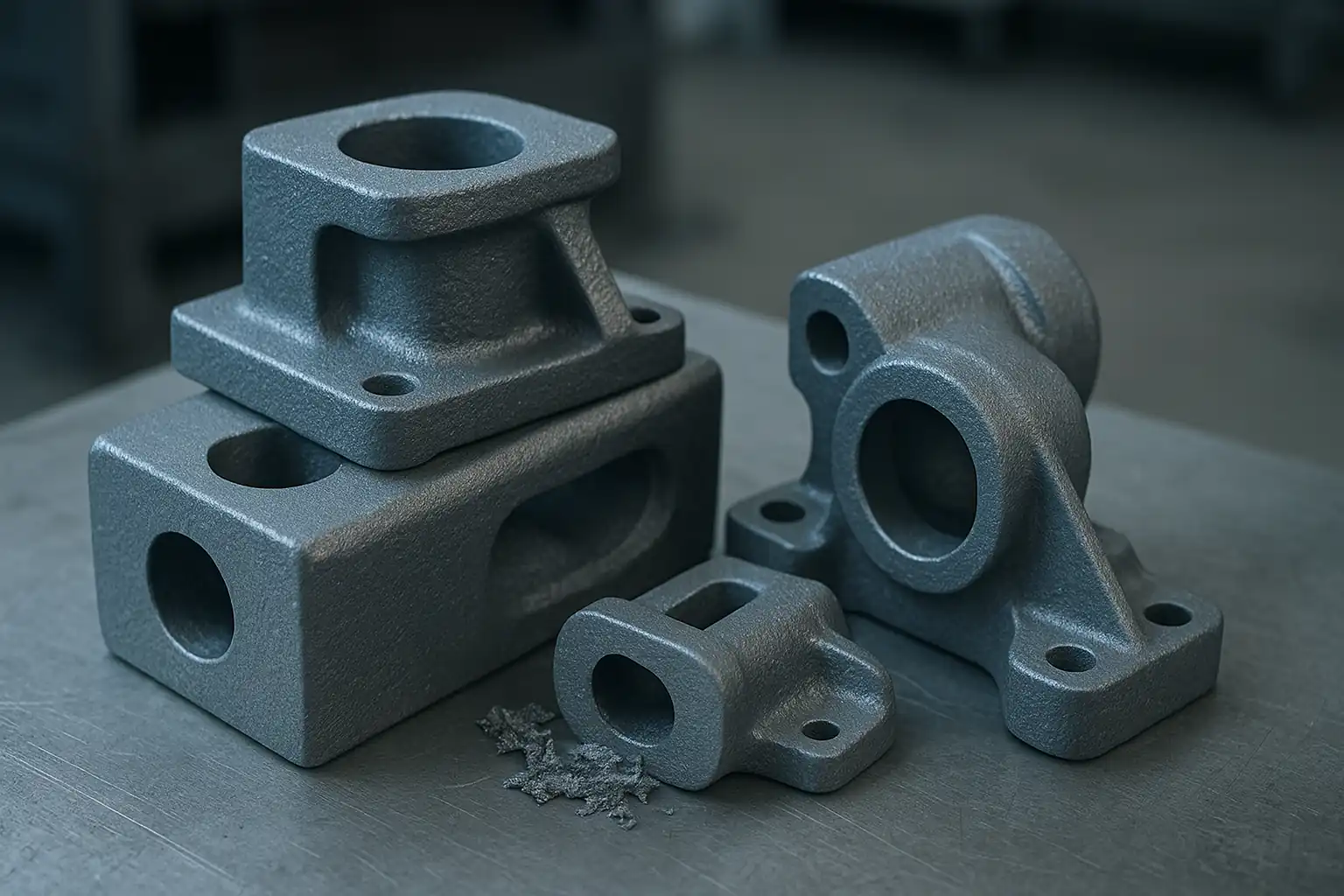
真鍮ハウジング

真鍮ブラケット

真鍮製ポンプ本体

真鍮製バルブ本体

真鍮製ギアボックス・ケース

真鍮構造部品