El diseño de piezas de fundición eficaces para moldes de arena requiere una combinación de conocimientos técnicos, conciencia de fabricación y previsión práctica. Esta guía explora los principios de diseño esenciales, los retos habituales y las mejores prácticas probadas para ayudar a los ingenieros y profesionales de la fundición a optimizar la colabilidad y el rendimiento.
Entender primero el proceso de fundición en arena
Antes de diseñar cualquier componente, es importante comprender el proceso de fundición en arena y sus implicaciones:
- Composición del molde: Los moldes de arena son menos rígidos que los de metal. La geometría debe adaptarse a un soporte estructural inferior.
- Tolerancia dimensional: Las tolerancias son más amplias en comparación con la fundición a la cera perdida o el mecanizado CNC.
- Acabado superficial: La textura de la superficie depende de la granulometría de la arena; puede ser necesario un mecanizado adicional en las zonas críticas.
Tener en cuenta estas características en una fase temprana ayuda a prevenir defectos y a reducir los costes de reelaboración.
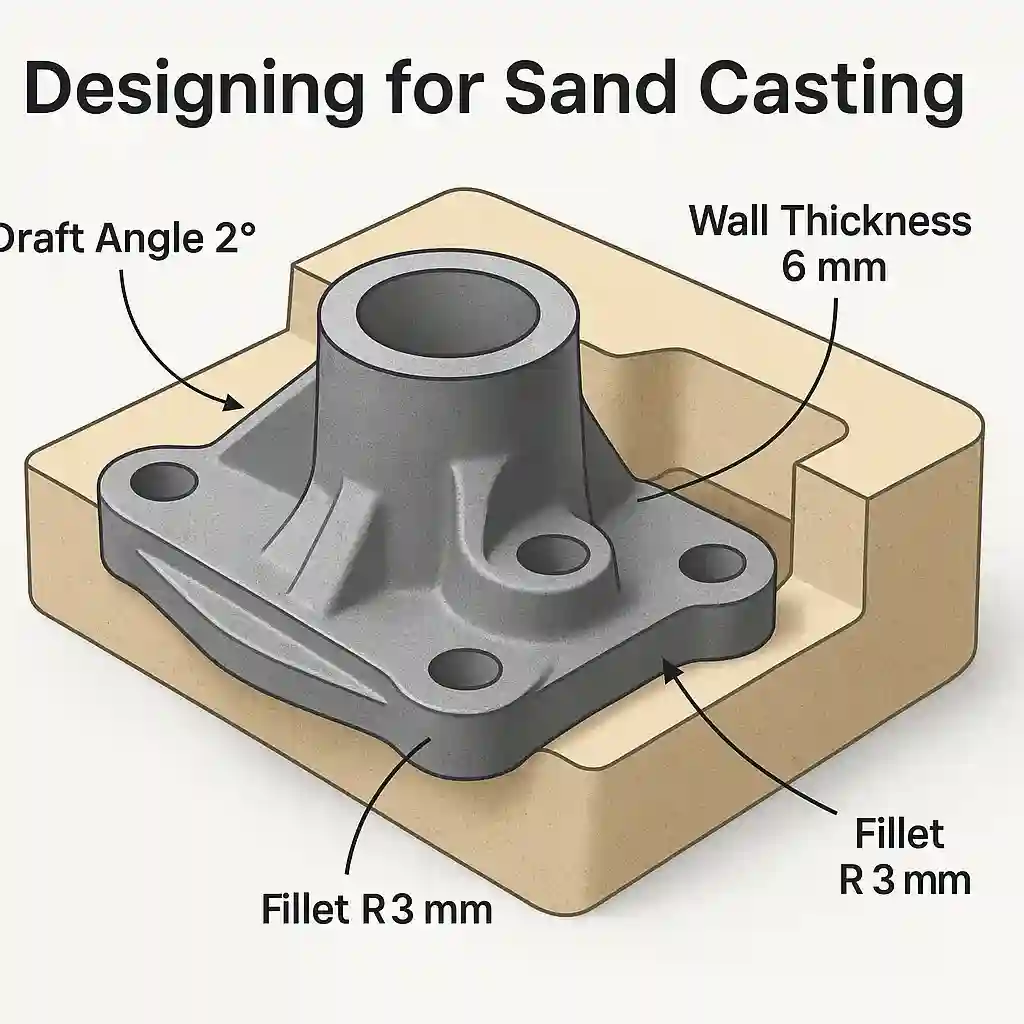
Mantener un espesor de pared uniforme
El grosor de la pared afecta directamente a la disipación del calor, la formación de tensiones y la solidificación. El grosor desigual es una causa común de cavidades de contracción, alabeo y puntos calientes.
- Gama recomendada:
- Hierro: 6-12 mm
- Aluminio: 3-8 mm
- Utilice transiciones graduales entre zonas gruesas y finas.
- Evitar grandes concentraciones de masa: diseñar con eficiencia estructural.
Añada ángulos de tiro suficientes
Los ángulos de inclinación permiten retirar el patrón de la arena sin dañar la cavidad.
- Orientaciones estándar:
- Caras exteriores: ≥ 1°
- Cavidades internas: ≥ 2°.
- Para superficies profundas o con textura, aumente el ángulo.
- Añada más calado en las secciones verticales altas o con contornos complejos.
Un patrón bien elaborado reduce los daños en el molde y mejora la consistencia dimensional.
Redondear todas las esquinas afiladas
Los bordes afilados concentran el calor y la tensión, lo que provoca grietas y un flujo irregular del metal. Las transiciones suaves crean una fundición más robusta con mejores propiedades mecánicas.
- Sustituya los ángulos internos agudos por filetes de 3-5 mm de radio.
- Uniones redondeadas en costillas, salientes y paredes.
- Evitar cambios bruscos de dirección que provoquen turbulencias o erosión del molde.
La geometría redondeada mejora la calidad del llenado y reduce el atrapamiento de gas durante el vertido.
Simplifique el diseño del núcleo y reduzca los destalonamientos
Los machos aumentan el coste, el riesgo de desplazamiento y la variabilidad dimensional. Cuantos menos núcleos, mayor consistencia y rendimiento.
- Eliminar las cavidades no funcionales.
- Fusionar las funciones básicas cuando sea práctico.
- Sustituya las formas internas complejas por elementos más sencillos que puedan taladrarse o mecanizarse posteriormente.
Un diseño más sencillo del núcleo aumenta la fiabilidad de la fundición y facilita la limpieza.
Diseño para un llenado y solidificación ideales
Para evitar defectos comunes como los cierres fríos, las cavidades por contracción o el llenado incompleto, el diseño debe guiar el metal fundido con eficacia.
- Activar el flujo laminar proporcionando generosas vías de flujo, guías redondeadas y cruces abiertos.
- Evitar las bolsas ciegas donde pueda quedar atrapado aire o gas.
- Alimentar secciones pesadas con elevadores colocados adecuadamente.
- Utilice escalofríos o disipadores de calor para controlar la solidificación cuando sea necesario.
Debe emplearse software de simulación (por ejemplo, MAGMASOFT, NovaFlow, AnyCasting) para evaluar y optimizar el flujo y la solidificación del metal antes de invertir en utillaje.
Incluya los márgenes de retracción y mecanizado
Todos los metales se encogen al enfriarse. Los diseñadores deben incorporar este cambio dimensional en el patrón para garantizar que la pieza final cumple las especificaciones.
- Valores típicos de contracción:
- Hierro gris: ~1,0%
- Aleaciones de aluminio: ~1,3-1,6%
- Acero al carbono: ~2,0-2,5%
- Descuentos por mecanizado: Añadir 1-3 mm en función de la criticidad de la superficie y de la precisión de la herramienta.
Coordínese desde el principio con los patronistas y maquinistas para definir compensaciones precisas y reducir el riesgo de desajustes o problemas de tolerancia más adelante en la producción.
Diseño para la estabilidad del molde y el soporte estructural
Los moldes de arena son intrínsecamente frágiles y no pueden soportar una complejidad excesiva o detalles finos sin correr el riesgo de colapsarse o desajustarse.
- Evitar paredes delgadas o sin soporte:
- Espesor mínimo de pared: 5 mm para el hierro, 3 mm para el aluminio.
- Evite cavidades profundas o salientes que aumenten la tensión del moho.
- Utilizar refuerzos: Integrar refuerzos o nervaduras donde sea necesario para mantener la integridad estructural durante la manipulación y el vertido del molde.
- Planificar las líneas de separación de forma lógica: Colóquelas para reducir las rebabas, simplificar el montaje del núcleo y facilitar la separación limpia del molde.
- Evite los salientes altos y estrechos: Son propensos a la vibración o al desplazamiento de la arena durante la compactación.
Comprender estas limitaciones del molde garantiza la estabilidad, la repetibilidad y la facilidad de producción.
Preparar las operaciones posteriores al colado
Una fundición bien diseñada no termina en la solidificación. También debe soportar los procesos posteriores, como el mecanizado, el tratamiento y el acabado.
- Proporcionar almohadillas o resaltes de mecanizado donde las dimensiones finales son críticas. Estas superficies permiten ajustar las tolerancias sin comprometer la integridad de la pieza.
- Anticipar los efectos del tratamiento térmico:
- La selección de la aleación puede requerir un recocido o endurecimiento posterior a la colada.
- La simetría del diseño ayuda a reducir el alabeo durante los ciclos térmicos.
- Plan de revestimientos superficiales:
- Las superficies planas o uniformes garantizan una adherencia adecuada para la pintura, el revestimiento en polvo o el galvanizado.
- Evitar bolsas de arena atrapadas o porosidad que puedan provocar fallos en el revestimiento.
Un buen diseño se extiende a lo largo de todo el ciclo de vida de la pieza y respalda cada paso de su acabado y despliegue.
Colaborar pronto y a menudo con las fundiciones
Las fundiciones no son sólo proveedores de producción: son socios fundamentales en el diseño. Contar con ellos desde el principio puede evitar costosas repeticiones y garantizar un ciclo de desarrollo más fluido.
- Compartir modelos 3D completos incluyendo especificaciones de materiales, tolerancias y características críticas.
- Solicite información sobre DFM (diseño para la fabricación):
- Las fundiciones pueden sugerir reducciones del núcleo, mejoras de las compuertas o cambios en la aleación.
- Las primeras revisiones son mucho más baratas que los cambios de utillaje posteriores a la producción.
- Aclarar los requisitos de rendimiento:
- Si la estética no es crítica, las superficies pueden permanecer como fundidas.
- Si las propiedades estructurales son importantes, solicite orientación sobre la colocación del alimentador/riser y la estrategia de refrigeración.
Este enfoque de colaboración garantiza la alineación entre la intención del diseño y la realidad de la fabricación.
Equilibrio entre funcionalidad y facilidad de fabricación
Una fundición eficaz no es simplemente una traducción directa de un modelo CAD: es un equilibrio refinado entre función y viabilidad.
- Simplificar los detalles no críticos: Evite huecos ornamentales, logotipos o nervaduras que compliquen la fabricación del molde.
- Dividir piezas grandes o complejas: A veces, dividir una pieza en dos subcomponentes moldeables -y luego soldarlos o atornillarlos- ahorra más que forzar un molde de una sola pieza.
- Reducir el desperdicio de material: Las paredes más finas y uniformes consumen menos metal y aceleran la solidificación.
- Construir para reutilizar y reparar: Los elementos de alineación o los paneles de acceso integrados facilitan el mantenimiento y el uso posterior.
En última instancia, la moldeabilidad debe informar -y mejorar- la función de ingeniería, no comprometerla.
Ejemplo de caso práctico: Rediseño de la carcasa de una bomba
Para demostrar el poder de un buen diseño de fundición, consideremos un caso real de un fabricante de bombas de gran potencia:
- Diseño original: La carcasa de la bomba, de hierro fundido, tenía paredes de entre 8 y 20 mm de grosor, bolsas profundas y cuatro núcleos de arena para formar los canales internos.
- Problemas encontrados: El grosor variable creaba incoherencias en la solidificación, y el elevado número de machos provocaba frecuentes desajustes, lo que aumentaba las tasas de rechazo.
Después del rediseño:
- El grosor de la pared se estandarizó a 10 mm.
- Todas las transiciones bruscas se filetearon con Radios de 5 mm.
- El requisito básico se redujo de 4 a 1 simplificando los canales de flujo y eliminando las cavidades no críticas.
Resultados:
- La tasa de defectos de fundición bajó un 60%.
- El tiempo de preparación del molde se redujo en 30%.
- Ahorro de costes de fabricación $15 por unidad.
Este ejemplo pone de relieve cómo pequeños ajustes de diseño, basados en los fundamentos de la fundición, pueden producir mejoras sustanciales de rendimiento y costes.
Reflexiones finales
El diseño de piezas de fundición para moldes de arena no es simplemente un ejercicio de dibujo: es un reto multidisciplinar que combina la teoría de la ingeniería con el pragmatismo del taller. Los diseños más exitosos reflejan:
- Un profundo conocimiento de comportamiento del metal en flujo y solidificación
- Respeto de limitaciones del molde de arena
- Anticipación de procesos posteriores a la fundición
- En curso colaboración con fundiciones
Al interiorizar estos principios, los ingenieros pueden obtener piezas de fundición precisas, duraderas y económicas.
Tanto si se trata de optimizar una pieza existente como de empezar de cero, un diseño bien pensado es rentable en términos de calidad, rendimiento y costes.
Explore más recursos de fundición y guías técnicas de expertos
👉 https://www.nodularcastiron.com/blog/
Póngase en contacto con nosotros para consultas o proyectos de fundición personalizados
📩 Ponte en contacto →





