A conceção de peças fundidas eficazes para moldes de areia requer uma combinação de conhecimentos técnicos, consciência de fabrico e previsão prática. Este guia explora os princípios essenciais de design, os desafios comuns e as melhores práticas comprovadas para ajudar os engenheiros e profissionais de fundição a otimizar a capacidade de fundição e o desempenho.
Compreender primeiro o processo de fundição em areia
Antes de conceber qualquer componente, é importante compreender o processo de fundição em areia e as suas implicações:
- Composição do molde: Os moldes de areia são menos rígidos do que os moldes de metal. A geometria deve acomodar um suporte estrutural menor.
- Tolerância dimensional: As tolerâncias são mais alargadas em comparação com a fundição por cera perdida ou a maquinagem CNC.
- Acabamento da superfície: A textura da superfície depende do tamanho do grão de areia; pode ser necessária uma maquinagem adicional em áreas críticas.
A contabilização antecipada destas caraterísticas ajuda a evitar defeitos e a reduzir os custos de retrabalho.
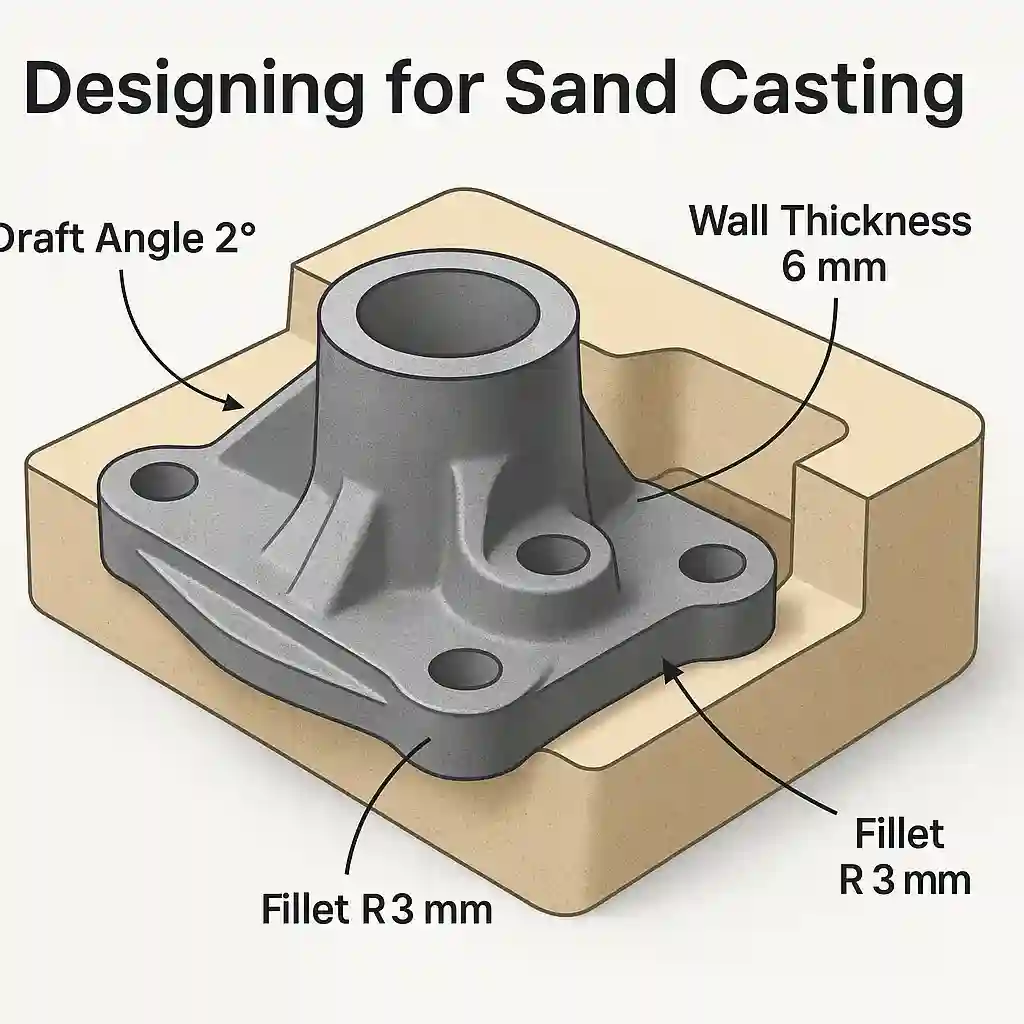
Manter a espessura uniforme da parede
A espessura da parede afecta diretamente a dissipação de calor, a formação de tensões e a solidificação. A espessura irregular é uma causa comum de cavidades de contração, deformações e pontos quentes.
- Gama recomendada:
- Ferro: 6-12 mm
- Alumínio: 3-8 mm
- Utilização transições graduais entre áreas grossas e finas.
- Evitar grandes concentrações de massa - conceber com eficiência estrutural.
Adicionar ângulos de inclinação suficientes
Os ângulos de inclinação permitem retirar o modelo da areia sem danificar a cavidade.
- Orientação normalizada:
- Faces exteriores: ≥ 1°
- Cavidades internas: ≥ 2°
- Para superfícies profundas ou texturadas, aumente o ângulo.
- Acrescente uma tiragem extra em secções verticais altas ou com contornos complexos.
Um padrão bem elaborado reduz os danos no molde e melhora a consistência dimensional.
Arredondar todos os cantos afiados
As arestas vivas concentram o calor e a tensão, provocando fissuras e um fluxo de metal irregular. As transições suaves criam uma peça fundida mais robusta com melhores propriedades mecânicas.
- Substituir os ângulos internos agudos por filetes de 3-5 mm de raio.
- Junções redondas em nervuras, saliências e paredes.
- Evitar mudanças bruscas de direção que provoquem turbulência ou erosão do molde.
A geometria arredondada melhora a qualidade do enchimento e reduz o aprisionamento de gás durante o vazamento.
Simplificar a conceção do núcleo e reduzir os cortes inferiores
Os núcleos aumentam o custo, o risco de deslocação e a variabilidade dimensional. Quanto menor for o número de núcleos, melhor será a consistência e o rendimento.
- Eliminar as cavidades não funcionais.
- Fundir as funcionalidades principais sempre que possível.
- Substituir formas internas complexas por caraterísticas mais simples que podem ser perfuradas ou pós-maquinadas.
Uma conceção mais simples do núcleo conduz a uma maior fiabilidade da fundição e a uma limpeza mais fácil.
Conceção para enchimento e solidificação ideais
Para evitar defeitos comuns, tais como fechos a frio, cavidades de contração ou enchimento incompleto, o design deve guiar eficazmente o metal fundido.
- Permitir o fluxo laminar proporcionando vias de escoamento generosas, corredores arredondados e cruzamentos abertos.
- Evitar bolsos cegos onde o ar ou o gás podem ficar presos.
- Alimentar secções pesadas com os suportes adequadamente colocados.
- Utilização arrefecimentos ou dissipadores de calor para controlar a solidificação quando necessário.
Deve ser utilizado software de simulação (por exemplo, MAGMASOFT, NovaFlow, AnyCasting) para avaliar e otimizar o fluxo e a solidificação do metal antes do investimento em ferramentas.
Incluir tolerâncias de retração e de maquinagem
Todos os metais encolhem à medida que arrefecem. Os projectistas devem incorporar esta alteração dimensional no padrão para garantir que a peça final cumpre as especificações.
- Valores típicos de retração:
- Ferro cinzento: ~1,0%
- Ligas de alumínio: ~1,3-1,6%
- Aço carbono: ~2.0-2.5%
- Subsídios de maquinagem: Acrescentar 1-3 mm consoante a criticidade da superfície e a precisão da ferramenta.
Coordenar antecipadamente com os modeladores e maquinistas para definir desvios precisos e reduzir o risco de desajustes ou problemas de tolerância mais tarde na produção.
Projeto para estabilidade do molde e suporte estrutural
Os moldes de areia são intrinsecamente frágeis e não podem suportar uma complexidade excessiva ou detalhes finos sem correr o risco de colapso ou desalinhamento.
- Evitar paredes finas ou sem suporte:
- Espessura mínima da parede: 5 mm para o ferro, 3 mm para o alumínio.
- Evite cavidades profundas ou saliências que aumentem o stress do bolor.
- Utilizar contraventamento: Integrar reforços ou nervuras sempre que necessário para suportar a integridade estrutural durante o manuseamento e vazamento do molde.
- Planear logicamente as linhas de separação: Colocá-los para reduzir o fulgor, simplificar a montagem do núcleo e ajudar na separação limpa do molde.
- Evitar saliências altas e estreitas: Estes são propensos a vibrações ou deslocação da areia durante a compactação.
A compreensão destas limitações do molde assegura a estabilidade, a repetibilidade e a facilidade de produção.
Preparar as operações pós-fundição
Uma fundição bem concebida não termina na solidificação. Deve também apoiar o processamento a jusante, incluindo a maquinagem, o tratamento e o acabamento.
- Fornecer calços ou ressaltos para maquinagem onde as dimensões finais são críticas. Estas superfícies permitem ajustes de tolerância sem comprometer a integridade da peça.
- Antecipar os efeitos do tratamento térmico:
- A seleção da liga pode exigir recozimento ou endurecimento após a fundição.
- A simetria do design ajuda a reduzir o empeno durante os ciclos térmicos.
- Plano para revestimentos de superfície:
- As superfícies planas ou uniformes garantem uma aderência adequada para pintura, revestimento a pó ou galvanização.
- Evitar bolsas de areia ou porosidade que possam levar a falhas no revestimento.
Uma boa conceção estende-se ao longo de todo o ciclo de vida da peça e apoia todas as etapas do seu acabamento e aplicação.
Colaboração precoce e frequente com as fundições
As fundições não são apenas fornecedores de produção - são parceiros de projeto fundamentais. O seu envolvimento precoce pode evitar retrabalho dispendioso e garantir um ciclo de desenvolvimento mais suave.
- Partilhar modelos 3D completos incluindo especificações de materiais, tolerâncias e caraterísticas críticas.
- Solicitar feedback DFM (Design for Manufacturability):
- As fundições podem sugerir reduções de núcleos, melhorias de gating ou alterações de ligas.
- As revisões iniciais são significativamente mais baratas do que as alterações de ferramentas após a produção.
- Clarificar os requisitos de desempenho:
- Se a estética não for um fator crítico, as superfícies podem ser mantidas como moldadas.
- Se as propriedades estruturais forem importantes, solicitar orientação sobre a colocação do alimentador/trincheira e a estratégia de arrefecimento.
Esta abordagem colaborativa garante o alinhamento entre a intenção do projeto e a realidade do fabrico.
Equilibrar a funcionalidade e a capacidade de fabrico
Uma fundição eficiente não é simplesmente uma tradução direta de um modelo CAD - é um equilíbrio refinado entre função e viabilidade.
- Simplificar os pormenores não críticos: Evitar reentrâncias ornamentais, logótipos ou nervuras que compliquem o fabrico do molde.
- Dividir peças grandes ou complexas: Por vezes, dividir uma peça em dois subcomponentes fundíveis - e depois soldá-los ou aparafusá-los - permite poupar mais do que forçar um molde de peça única.
- Reduzir os resíduos de materiais: As paredes mais finas e uniformemente concebidas consomem menos metal e aceleram a solidificação.
- Construir para reutilização e reparação: As caraterísticas de alinhamento incorporadas ou os painéis de acesso facilitam a manutenção e a utilização a jusante.
Em última análise, a moldabilidade deve informar e melhorar a função de engenharia, e não comprometê-la.
Exemplo de caso de uso: Redesenho de um compartimento de bomba
Para demonstrar o poder de um bom projeto de fundição, considere um caso real de um fabricante de bombas para trabalhos pesados:
- Conceção original: Uma caixa de bomba em ferro fundido apresentava espessuras de parede que variavam entre 8 mm e 20 mm, bolsas profundas e quatro núcleos de areia para formar canais internos.
- Problemas encontrados: A espessura variável criou inconsistências na solidificação e o elevado número de núcleos levou a um desalinhamento frequente, aumentando as taxas de rejeição.
Após a remodelação:
- A espessura da parede foi normalizada para 10 mm.
- Todas as transições acentuadas foram limadas com Raios de 5 mm.
- O requisito principal foi reduzido de 4 para 1 simplificando os canais de fluxo e removendo as cavidades não críticas.
Resultados:
- A taxa de defeitos de fundição diminuiu em 60%.
- O tempo de preparação do molde diminuiu em 30%.
- Redução dos custos de fabrico alcançada $15 por unidade.
Este exemplo mostra como pequenos ajustes no projeto, baseados nos fundamentos da fundição, podem produzir melhorias substanciais no desempenho e nos custos.
Considerações finais
A conceção de peças fundidas para moldes de areia não é apenas um exercício de desenho - é um desafio multidisciplinar que mistura a teoria da engenharia com o pragmatismo do chão de fábrica. Os projectos mais bem sucedidos reflectem:
- Um conhecimento profundo de comportamento do metal no escoamento e na solidificação
- Respeito por limitações do molde de areia
- Antecipação de processos de pós-fundição
- Em curso colaboração com as fundições
Ao interiorizar estes princípios, os engenheiros podem fornecer consistentemente peças fundidas que são precisas, duráveis e economicamente produzidas.
Quer esteja a otimizar uma peça existente ou a começar de novo, um design cuidadoso paga dividendos em termos de qualidade, desempenho e custo.
Explore mais recursos de fundição e guias técnicos especializados
👉 https://www.nodularcastiron.com/blog/
Contacte-nos para pedidos de informação ou projectos de fundição personalizados
📩 Entrar em contacto →





